Если залить расплавленный металл в полость вращающейся литейной формы, то его частицы под действием центробежных сил будут удаляться от оси вращения формы и, встречаясь со стенкой
формы, распределяться по ней, образуя в центре формы полость. Такое явление используется при производстве отливок центробежным литьем. Заливая во вращающуюся форму необходимое количество расплава, можно получить плотную, без газовых раковин и рыхлости пустотелую отливку, не устанавливая в форме стержень.
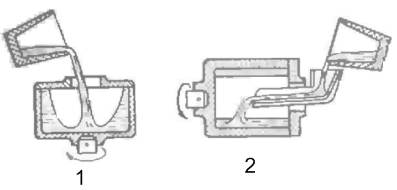
На рисунках ниже показаны схемы центробежной заливки форм с вертикальной ( рисунок 1) и горизонтальной (рисунок 2) осями вращения.
Формы (изложницы) для центробежного литья делают металлическими и футерованными. Для их вращения применяют шпиндельные и роликовые машины.
Центробежным способом литья получают в основном отливки, имеющие форму тел вращения (втулки, водопроводные и канализационные трубы, барабаны из чугуна, стали, бронзы и других сплавов) с толщиной стенки до 30—50 мм и массу до 45 т.