Выплавляемые модели изготовляют из легкоплавких материалов. В качестве исходных материалов смеси, называемых модельными составами, используют парафин, церезин, буроугольный и торфяной воски, канифоль и др.
Для получения выплавляемых моделей высокого качества модельные составы должны обладать следующими основными свойствами:
- Иметь достаточную прочность, твердость и теплостойкость, не размягчаться при температуре рабочего помещения.
- Иметь необходимую текучесть, хорошо заполнять полость пресс-формы, четко воспроизводя ее рабочую поверхность.
- Быстро затвердевать в пресс-форме, хорошо удаляться из нее при разборке.
- Хорошо смачиваться суспензией, не взаимодействовать с ней и материалом пресс-формы.
- Не прилипать к рукам и поверхности пресс-формы.
- Иметь минимальную и стабильную усадку при охлаждении и расширение при нагревании.
- Должны быть пригодными для многократного использования
- Быть безвредными и безопасными для работающих
- Иметь невысокую стоимость.
Применяемые материалы подразделяют:
- по температуре плавления на легкоплавкие и тугоплавкие
- по состоянию при введении в пресс-форму — на жидкие и пастообразные
- по способу удаления из оболочки — на выплавляемые, выжигаемые и растворимые.
Легкоплавкие составы применяют для моделей небольших отливок и приготовляют в основном из парафина и стеарина (ПС 50-50, ПСВ 17-17-66). Преимущество таких модельных составов, имеющих низкую температуру плавления, — удобство выплавления моделей, возможность повторного использования выплавленного из форм модельного состава, недостаток - низкая температура размягчения и невысокая прочность моделей. Тугоплавкие модельные составы применяют для моделей крупных отливок с повышенной точностью размеров и прочностью поверхности. Наиболее часто используют состав КПсЦ 50-30-20 (50 % канифоли, 30 % полистирола, 20 % церезина).
Растворимые модельные составы приготовляют на основе технической мочевины с добавкой в качестве пластификатора 2 %-ной борной кислоты.
В производстве кабинетных художественных отливок для изготовления выплавляемых моделей наибольшее применение получили парафино-стеариновые модельные составы (таблица ниже).
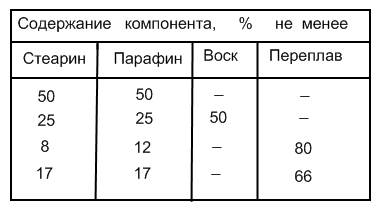
Модельные составы, применяемые в производстве художественных отливок
Преимуществом таких составов является легкость выплавления моделей, позволяющая использовать такие способы выплавления, при которых модельный состав незначительно теряет свои свойства и может быть использован вновь для изготовления моделей.
Технология приготовления модельного состава зависит от применяемых для него материалов, объема производства отливок и степени его механизации. Парафино-стеариновые модельные составы приготовляют в водяных электрованнах или термостатах.
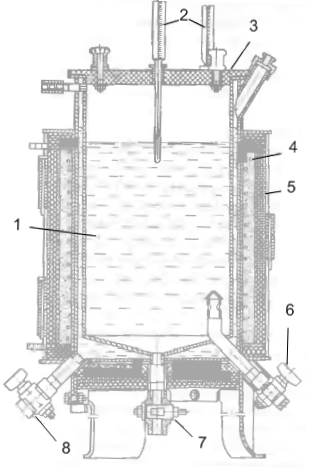
Электрованна для плавки модельного состава
Рабочий бак 1 такой ванны помещают в резервуар 4, заполненный водой. Дно и боковая поверхность резервуара обогреваются электрической нихромовой спиралью 5. В дно рабочего бака вмонтирован обогреваемый кран 6, предназначенный для выпуска готового модельного состава, кран 7 для спуска загрязненного состава и кран 8 для слива обогревающей бак воды. Температура модельного состава и обогреваемой воды контролируется термометрами 2, установленными в крышке 3 ванны.
Процесс приготовления модельного состава заключается в следующем. Очищенные от механических загрязнений куски парафина, стеарина и возврата размером 100 х 100 х 100 мм в определенных соотношениях (по массе) закладывают в рабочий бак электрованны и расплавляют. При температуре 80—86 °С состав выдерживают 5—10 мин для осаждения попавших загрязнений. После отстоя расплав фильтруется и переливается в мешалку. Здесь модельный состав охлаждается до пастообразного состояния (до 42—45 °С) и для уменьшения усадки насыщается воздухом. Готовый состав подается для запрессовки моделей.