В зависимости от размеров, конфигурации и материала отливаемого изделия литниковая система в форме может быть горизонтальной, верхней, сифонной и ярусной. Рассмотрим несколько типов литниковых систем, применяемых при литье художественных и архитектурных изделий.
Горизонтальная литниковая система с питателями, расположенными в горизонтальной плоскости разъема литейной формы, обеспечивает подвод металла в полость формы по ее разъему.
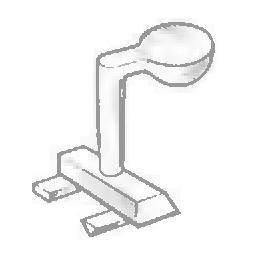
Такая литниковая система имеет все основные элементы и применяется в формах с глубиной полости в нижней опоке до 200 мм, заливаемых в сыром состоянии. Тонкостенные ажурные отливки (вазы, блюда, тарелки, кронштейны) при незначительной толщине стенок имеют сложную поверхность. Качественно заполнить литейные формы таких изделий через литниковую систему с питателем, горизонтально расположенным с одной стороны полости формы, не удается, так как расплав в тонком сечении полости формы быстро охлаждается и не заполняет ее полностью. В таких случаях для заливки формы применяют горизонтальную литниковую систему с большим числом питателей, расположенных по разъему полости формы как показано на рисунке ниже.
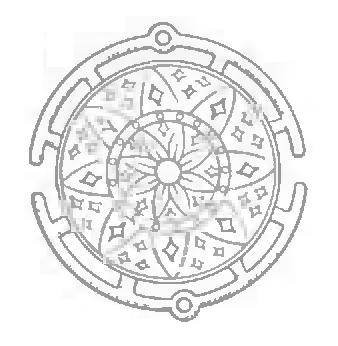
Для этого вокруг полости формы в верхней полуформе вырезают шлакоуловитель в виде кольца треугольного сечения. Под шлакоуловителем в нижней полуформе вокруг полости формы вырезают необходимое число питателей. Металл, выливаемый в форму с такой литниковой системой, поступает в полость формы одновременно в нескольких местах. При этом он не успевает охлаждаться и хорошо заполняет мельчайшие углубления и выступы сложной поверхности полости формы. Горизонтальная литниковая система с кольцевым расположением питателей наиболее удобна при получении ажурных отливок.
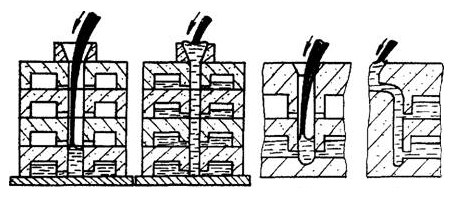
Сифонная литниковая система — это горизонтальная или вертикальная литниковая система, которая обеспечивает подачу расплавленного металла в полость формы снизу. Такая литниковая система исключает возможность разрушения нижних поверхностей полости формы, разбрызгивания металла при падении его струи на дно формы, когда отдельные капли металла плохо сплавляются с его общей массой и образуют в отливке включения ( корольки). Литейные формы статуэток, имеющих значительную высоту при малых поперечных размерах, заливают обычно в вертикальном положении. В полость таких форм металл заливают снизу, как показано на рисунке ниже.
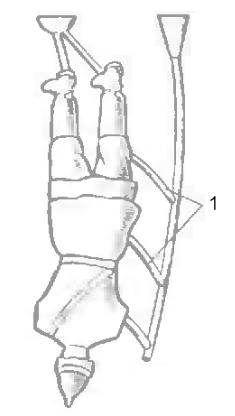
1- ярусные питатели
Если металл подводят снизу, то он поступает по стояку до дна формы, а затем по горизонтальному питателю проходит в полость формы и под давлением в стояке постепенно заполняет ее до верха.
Верхняя литниковая система обеспечивает подачу металла в полость формы сверху. В небольших формах для ажурных отливок стояк верхней литниковой системы делают в виде щели в полость формы, сверху, поэтому ее часто называют щелевой литниковой системой.
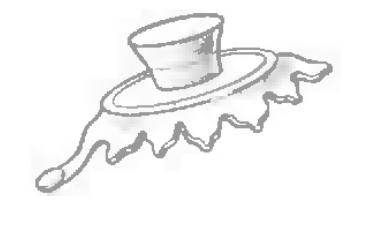
Верхняя литниковая система с щелевым стояком
Такая литниковая система удобна тем, что ее можно ставить в центре полости формы, откуда металл равномерно растекается во все ее части. Кроме того, применение вертикальной литниковой системы в формах тонкостенных отливок удобно тем, что сечение щелевого стояка не превышает толщины стенки отливки, поэтому стояк легко отламывается, не разрушая стенок отливки и не оставляя большого следа на ее поверхности.
Ярусная литниковая система — вертикальная литниковая система, обеспечивающая подачу металла в полость формы на нескольких ее уровнях.
Сифонная литниковая система, обеспечивающая спокойное последовательное заполнение формы, в то же время имеет существенный недостаток для тонкостенных художественных отливок. Металл в такой форме, поднимаясь снизу вверх, встречается с холодными стенками формы, быстро охлаждается, плохо заполняет верхнюю часть полости формы и не дает резкого рельефа поверхности отливки. Такой недостаток можно устранить, если несколько изменить устройство сифонной литниковой системы, снабдив ее дополнительными питателями по высоте формы. При ярусной литниковой системе первая порция металла, попавшая в форму в начале заливки, успев несколько остыть, разогревается порцией горячего металла, поступившего на уровне первого дополнительного питателя. То же самое происходит, когда форма заполнится до второго питателя. Таким образом, верхний холодный слой металла в форме подогревается порциями горячего металла, поступающего из ярусных питателей. При этом получается некоторое выравнивание температуры металла в полости формы, обеспечивающее получение одинаковой резкости рельефа поверхности отливки всех ее частей.
В литейных формах для статуэток и бюстов при сифонной и ярусной литниковых системах устройство шлакоуловителя не представляется возможным. В таких формах шлак при заливке удерживается в литниковой чаше, представляющей собой воронку стояка. Чтобы шлак надежно удерживался в литниковой чаше, она должна иметь достаточные размеры и соответствующую конструкцию, обеспечивающие всплывание шлаковых частиц при заливке.
При использовании небольших литниковых чаш (воронок) этому способствует специально изготовленная из стержневом смеси высушенная фильтровальная сетка, вставленная в дно воронки.
При наличии в воронке фильтровальной сетки металл тормозится и заполняет воронку. При этом шлак и грязь всплывают на поверхность и остаются здесь до конца заливки.