Процесс получения отливки состоит в том, что с помощью модели отливаемого изделия, различных приспособлений и инструментов из смеси формовочных материалов, называемой формовочной смесью, изготовляют литейную форму. В форму заливают расплавленный металл, из которого необходимо получить отливку. Жидкий металл заполняет полость формы и остывает в ней, получается отливка желаемых очертаний.
В качестве примера на рисунке ниже показан процесс изготовления литой головки колонки садовой решетки.
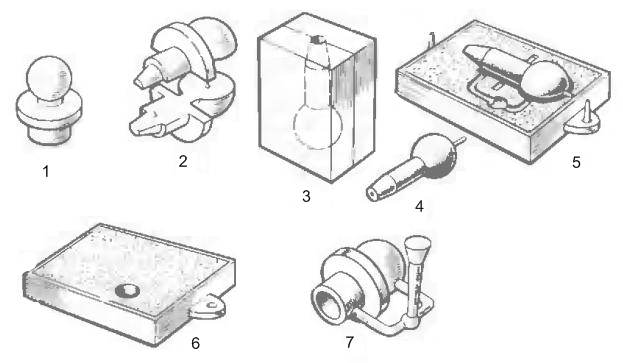
- готовое изделие
- разъемная модель
- стержневой ящик
- стержень
5,6- части литейной формы
7- отливка с литниковой системой
В зависимости от требований, предъявляемых к отливкам, их изготовляют из чугунов, бронз, латуней и других сплавов. Наиболее сложным и продолжительным в производстве отливок является процесс изготовления литейной формы. Процесс изготовления такой формы называют формовкой.
В зависимости от сложности и размеров отливок, формовочной смеси, применяемой для изготовления литейной формы, способа формовки и степени механизации процесса формовку подразделяют на формовку по-сырому (форму заливают в сыром состоянии), по-сухому (форму заливают после ее сушки), по модели, по шаблону, в почве и в опоках.
Итак, чтобы получить отливку, необходимо изготовить модель, опоку, подготовить инструменты, формовочные материалы, приготовить формовочную и стержневую смеси, затем из них изготовить литейную форму и залить ее расплавленным металлом. После остывания металла по выбранному режиму форму надо выбить из опоки, поверхности отливки очистить от пригоревшей смеси.
В зависимости от срока службы литейные формы бывают разовые и многократные.
Разовые формы — это формы, которые заливают металлом только один раз. При удалении отливок формы разрушают. Разовые формы изготовляют из формовочных смесей, основной составляющей которых является кварцевый песок. В качестве связующей добавки, придающей смеси прочность, используют глину. Разовые формы для художественных отливок могут быть cуxими, сырыми, разъемными и неразъемными, цельными и кусковыми.
Многократные формы — это формы, прочность и огнеупорность которых позволяет при небольшом ремонте их внутренних поверхностей после каждой заливки использовать их повторно (иногда до 150 раз). Такие формы изготовляют из огнеупорных материалов — молотого шамота, графита, асбеста и используют для производства толстостенных отливок несложной конфигурации. К многократным литейным формам относятся и металлические формы — кокили. Кокили чаще всего используют при производстве отливок специальными способами литья: литьем под давлением, центробежным, кокильным.
Формовочные материалы — это природные или искусственные материалы, из которых приготовляют формовочные и стержневые смеси, а также формовочные краски, разделительные составы и припылы (припыл - мелкая угольная или графитовая пыль, которой присыпают внутреннюю поверхность литейной формы ).
Свойства формовочных материалов зависят от химического состава, зернистости и формы зерен конкретного вещества. Если в качестве формовочного материала используется глина или песок, то чем меньше будут их зерна, тем выше будет качество отливки.
Для получения качественной отливки следует знать и химический состав формовочной смеси, т.к. расплавленный металл может взаимодействовать с химическими элементами формовочной смеси. В состав формовочных материалов входят различные минералы, которые, взаимодействуя с заливаемым в литейную форму металлом, создают в ней условия, влияющие на качество получаемой отливки. Зная химический состав формовочного материала, наличие в нем вредных и полезных примесей, можно оценить возможность его применения для приготовления формовочных смесей со свойствами, обеспечивающими получение отливок хорошего качества.
Качество формовочного материала улучшают, освобождая материал от вредных примесей путем промывки. С уменьшением количества вредных примесей (полевого шпата, извести и др.) в формовочном материале улучшается его химический состав, а отливка получается без пригара, газовых раковин и с гладкой поверхностью.