По способу изготовления модельные плиты делятся на монолитные и сборные.
Монолитными или литыми называют плиты, модели которых представляют с ними одно целое. Плиты, на которых укреплены отдельно изготовленные модели, называют сборными. Монолитные модельные плиты чаще всего отливают в виде двусторонних плит из чугуна или сплава алюминия.
В зависимости от сложности располагающихся на плитах моделей существуют несколько способов их изготовления. Один из способов формовки модельных плит состоит в следующем. Для изготовления литейной формы плиты применяют три опоки. Высота средней опоки должна быть такой, чтобы свободно вмещать отливку плиты с литниковой системой. Для отливки моделей, которые будут расположены на модельной плите, изготовляют деревянные или гипсовые промодели с двойным припуском — на усадку и обработку.
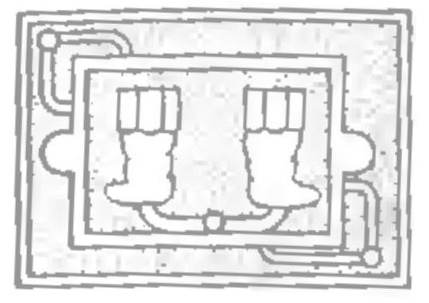
Изготовленные промодели заформовывают в двух опоках, без средней (рисунок ниже).
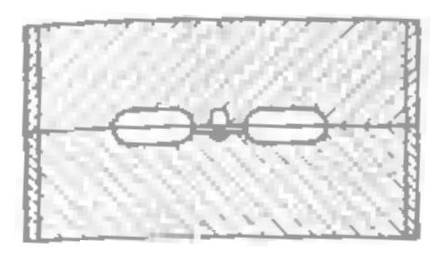
На плоскость разъема нижней опоки укладывают деревянную рамку, наружные размеры и форма которой соответствуют размерам и форме отливаемой модельной плиты. На нижнюю опоку с уложенной рамкой устанавливают среднюю опоку. Пространство между стенками опоки и рамкой заполняют формовочной смесью и уплотняют ее (рисунок ниже).
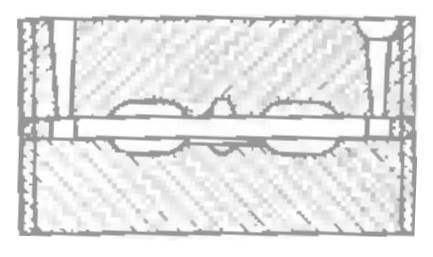
Излишек смеси срезают вровень с краями опоки и рамки. В набитой средней опоке прорезают литниковую систему, после чего модели и рамку удаляют, части формы припыливают и собирают для заливки (рисунок ниже).
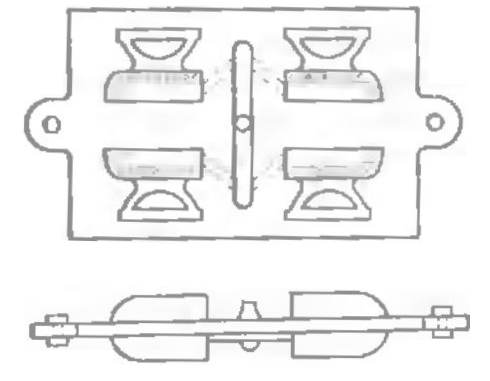
Отливку плиты очищают от песка и обрабатывают. В процессе механической обработки чеканят рисунки поверхности моделей, сверлят отверстия для штырей опоки. Отверстия для штырей опоки при продолжительном сроке службы модельной плиты изнашиваются, и плита начинает качаться на штырях опоки, что приводит к браку отливок (перекос). Чтобы избежать этого, в отверстия плиты ввертывают или впрессовывают специальные сменные центрирующие втулки с отверстиями. Готовая модель плиты показана на рисунке ниже.
Механическая обработка литых модельных плит неудобна из-за их громоздкости. При наличии на поверхности моделей тонких украшений обработка их усложняется. Поэтому монолитные модальные плиты применяют для формовки моделей с простой поверхностью, не требующих большой точности отливки.
Сборные модельные плиты более удобны в изготовлении, так как модели, изготовляемые отдельно от плиты, могут быть легко и точно обработаны с применением станочного оборудования, что сложнее сделать с моделями, расположенными на плите. Для изготовления моделей сборных плит возможно применение более дорогих материалов — латуни, бронзы и других сплавов, так как при получении их заготовок расход металла будет значительно меньше по сравнению с расходом на монолитные пинты. Кроме того, для сборных модельных плит можно изготовлять пустотелые модели, они будут легче и удобнее в работе.
Сборные модельные плиты могут быть односторонними и двусторонними. Рассмотрим порядок изготовления сборной двусторонней модельной плиты для отливки детской игрушки «утюжок». Для этого из дерева или гипса изготовляют разъемную пустотелую модель утюжка с двойным припуском — на усадку и обработку.
По половинкам изготовленной модели из соответствующего металла отливают заготовки моделей, которые обрабатывают до необходимых размеров (рисунок ниже).

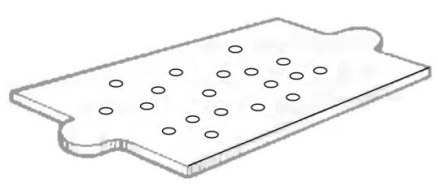
Затем половинки моделей соединяют вместе по плоскости разъема, сверлят в них сквозные отверстия. Через отверстия половинки модели утюжка скрепляют винтами и подвергают окончательной обработке — доводке и чеканке поверхности. Затем берут модельную плиту необходимых размеров и формы, укладывают на нее половинки моделей, освободив их от соединительных винтов, и через отверстия в них намечают места отверстий на модельной плите (рисунок ниже).
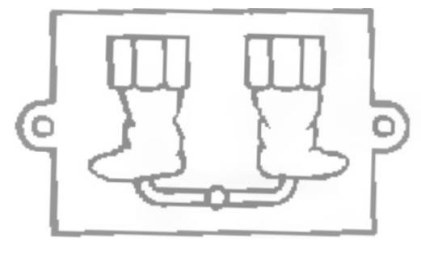
По рискам, сделанным в модельной плите, сверлят отверстия, равные диаметру отверстий в моделях. Половинки моделей утюжка крепят на обеих сторонах плиты болтами, проходящими через плиту и обе половинки модели. Концы болтов на поверхности моделей запаивают и зачищают. Вместе с моделями утюжка на плите монтируют и модели литниковой системы: модели питателя — на одной стороне плиты, модель шлакоуловителя с основанием стояка — на другой (рисунок ниже).