Лучшим способом формовки по выплавляемой модели является способ, при котором оригинал изделия, как художественное произведение, не уничтожается в процессе изготовления литейной формы, а является моделью для изготовления пустотелых выплавляемых моделей. Такой способ отливки изделия состоит из двух процессов: изготовления по оригиналу изделия пустотелой выплавляемой модели и изготовления по пустотелой выплавляемой модели литейной формы изделия.
Процесс изготовления пустотелой модели следующий:
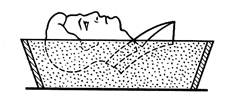
- Гипсовый оригинал укладывают в фальшивую опоку (рисунок ниже).
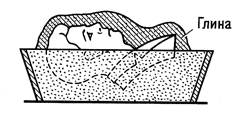
Поверхность оригинала накрывают тонкой мокрой бумагой и обкладывают слоем глины (рисунок ниже).
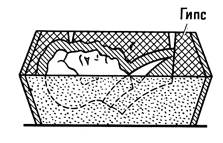
- На фальшивую опоку с оригиналом устанавливают опоку и заливают ее гипсом. В слое гипса оставляют два отверстия, соединяющие гипсовый слой в опоке со слоем глины на оригинале (рисунок ниже).
- После затвердевания гипса опоки переворачивают, фальшивую снимают и устанавливают вместо нее вторую опоку.
- Вторую половину оригинала, находившуюся ранее в фальшивой опоке, таким же образом покрывают бумагой во избежание прилипания глины к ее поверхности. Наносят слой глины и заливают гипсом, оставляя в нем два отверстия, как и в первой опоке.
- После затвердевания гипса опоку снимают и с поверхности оригинала удаляют слой глины и бумагу. Снятую опоку устанавливают на место.
- В пространство, образовавшееся между поверхностью оригинала и гипсом опоки, ранее занимаемое слоем глины, через, отверстия в гипсе заливают особую клеевую массу, основу которой составляет столярный клей. После застывания такая масса приобретает свойства эластичной резины.
- После остывания клеевой массы обе опоки переворачивают и снимают нижнюю опоку. Затем удаляют с поверхности оригинала, как и в первой опоке, слой глины и бумагу. Далее устанавливают снятую опоку вновь и заливают в образовавшееся в ней пространство клеевую массу (рисунок ниже).
- Форму разнимают и удаляют оригинал. При этом эластичность клеевой массы, несмотря на наличие на поверхности оригинала различного рода извилин и углублений, дает возможность снять верхнюю опоку и удалить оригинал из нижней опоки, не повредив стенок клеевой рубашки и оригинала. Внутреннюю поверхность клеевой рубашки обеих полуформ покрывают лаком и наносят на нее кистью подкрашенный слой воска.
- Форму снова собирают и заливают в ее полость расплавленную канифоль (рисунок ниже).
- После затвердевания слоя канифоли с него осторожно снимают опоку с гипсом и клеевой рубашкой. Образовавшийся таким образом канифольный слой и является пустотелой выплавляемой моделью, изготовленной по оригиналу отливаемого изделия. Освободившиеся опоки с гипсом и клеевой рубашкой приготовляют для получения следующей модели.


Затем канифоль выливают из формы, при этом часть ее остается на стенках полости формы. Повторяя несколько раз такую операцию (заливку и выливание), на внутреннюю поверхность формы наносят слой канифоли равный желаемой толщине стенки модели и будущей отливки.
Изготовление литейной формы по такой модели начинают с изготовления в ней стержня. В полость модели устанавливают специальный каркас, концы которого выходят из модели и служат для крепления стержня в форме, затем в полость модели с установленным каркасом заливают жидкую стержневую массу. После затвердевания стержня модель поступает на формовку.
Полученная таким образом выплавляемая модель имеет небольшую прочность и при формовке требует особой осторожности. Поэтому небольшие литейные формы по таким моделям часто изготовляют из жидкой формовочной смеси. Опоку вместе с моделью подвергают сушке, в процессе которой выплавляется канифольная оболочковая модель. При выплавлении модели часть канифоли впитывается в стенки формы и стержня. Такой слой при соприкосновении с жидким металлом сгорает, оставляя на стенке формы копоть, улучшающую чистоту поверхности отливки.
Преимущество описанного способа в том, что отливки получаются без швов на поверхности (вследствие использования неразъемной формы), сохраняется оригинал модели и уменьшается расход материала на модель. Однако этот способ имеет и недостатки.
Во-первых, пустотелая выплавляемая модель, изготовленная способом заливки, имеет менее четкий рельеф поверхности, ее трудно исправлять и чеканить.
Во-вторых, сушка стержня и формы, изготовленной из жидкой стержневой и формовочной смеси, более длительна и неудобна.