Процесс изготовления литейных форм для цепочек довольно сложный, ибо потребуется изготовить литейные формы моделей малых размеров. Достаточно сказать, что отливка такой чугунной цепочки из 36 звеньев имеет длину 120 мм и весит всего 20 г.
Изготовление формы для цепочки браслета.
Модель цепочки браслета состоит из четырех частей: звена — прицепки (рисунок ниже).

Двух звеньев (рисунок ниже).

Основания затвора (рисунок ниже).
Затвора (рисунок ниже).

Процесс формовки включает следующие операции:
- Первое звено (начало цепочки ) отливают по модели одного звена с прицепкой без ушек, как обычную отливку.
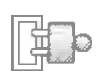
Для отливки (приливки) следующего звена по модели двух неподвижно скрепленных звеньев изготовляют литейную форму (рисунок ниже).

- Верхнюю полуформу снимают и ставят разъемом вверх. В нижней полуформе, где осталась модель, к первому звену по направлению его больших сторон прорезают два питателя сечением меньшим, чем у прилегающего звена. Толстые питатели приведут к поломке тонкой отливки звена при их удалении. После прорезки питателей из формы удаляют модель звеньев.
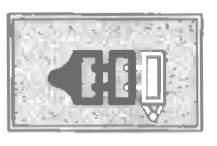
В отпечаток второго звена (без питателей) закладывают ранее отлитое и обработанное звено цепочки так, чтобы его боковая часть поместилась в центре отпечатка ушек первого звена. Сторону звена, которая заливается в ушках вновь отливаемого звена, перед укладкой в форму смачивают маслом и равномерно посыпают мелким песком для того, чтобы она не сварилась с ушками отливаемого звена цепочки (рисунок ниже).
Готовую форму собирают для заливки. Понятно, что заливать форму, в которой отливка имеет толщину стенки не более 0,8 мм, следует при соответствующем перегреве металла. Осторожно выбив остывшую отливку, получают два звена цепочки, причем одно из них прилито к другому так, что если первое звено поворачивать в ушках второго (прилитого), присыпанный ранее слой песка разрушится, и одно звено будет свободно вращаться в ушках другого.
Для отливки третьего звена снова берут модель, состоящую из двух звеньев. Ее заформовывают так же, как и в предыдущем случае. После удаления модели в отпечаток звена (без питателей) вставляют только что прилитое к первому второе звено. Как и в первом случае, смачивают маслом и присыпают мелким песком ту сторону, которая укладывается в отпечаток ушек приливаемого звена. Далее обе полуформы припыливают и собирают для отливки третьего звена браслета. Продолжая таким образом приливать каждый раз по звену, получают цепочку с необходимым числом звеньев. Закончив отливку цепочки браслета, к его последнему звену приливают крючок. Для этого заформовывают модель основания крючка со звеном. В отпечаток модели звена вставляют последнее звено цепочки (рисунок ниже).
Подготовив и залив форму, получают браслет с прилитым основанием крючка.
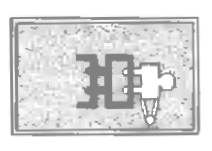
После этого изготовляют литейную форму самого крючка. В отпечаток модели крючка вставляют отливку его основания с предварительно смоченными маслом и присыпанными мелким песком шариком и торцом, на котором он расположен (рисунок ниже).
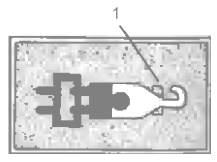
Кроме этого, в отпечаток модели крючка вставляют плоскую стальную защелку 1, которая частично зальется металлом в теле крючка. Обе полуформы припыливают и собирают для заливки.
Изготовление форм для цепочки подобно выполнению ювелирных работ. Оно сложно еще тем, что каждый раз цепочка располагается в опоке рядом с полостью формы отливаемого звена. Малейшее смещение цепочки при отделке и сборке формы влечет за собой поломку формы.
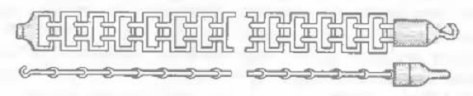
Изготовление формы для цепочки к часам производится по модели, состоящей из нескольких частей.

Модель цепочки к часам

Модель первого звена

Модель второго звена

Разъемная модель третьего звена

Модель основания

Крючок
Цепочку изготовляют так: сначала отливают по модели первое звено. После этого изготовляют формы по модели второго звена способом по-сырому и отливают отдельные звенья цепочки. Затем каждые два отлитых звена соединяют приливаемым третьим. Эту операцию выполняют следующим образом:
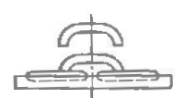
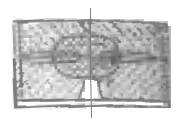
- На специальную модельную плиту укладывают два отлитых звена. В середину того и другого ставят в вертикальном положении половину модели третьего звена (рисунок ниже).
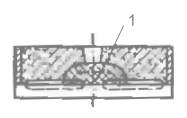
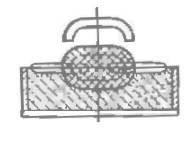
- Под установленной моделью звена изготовляют часть перекидного болвана 1. Загладив и припылив болван, на плиту устанавливают верхнюю опоку, а на модель звена — модель щелевого стояка и изготовляют верхнюю полуформу (рисунок ниже).
- Полуформу переворачивают, плиту снимают и устанавливают вторую половину модели звена. Под ней, как и под первой, выполняют перекидной болван (рисунок ниже).
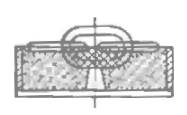
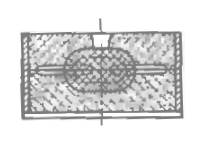
- После припыливания поверхности разъема формы и болвана устанавливают и формуют нижнюю опоку (рисунок ниже).
Затем полуформу снимают для удаления половины модели звена (рисунок ниже).
- После удаления модели нижнюю полуформу устанавливают на место и вместе с верхней переворачивают (рисунок ниже).
- Верхнюю полуформу снимают, удаляют с болвана вторую половину модели звена (рисунок ниже).
В верхней полуформе прочищают литниковый канал, полуформы припыливают и собирают для заливки (рисунок ниже).
Залив форму и выбив отливку, получают три звена цепочки. Повторяя описанные выше операции, получают следующие три звена и т. д. Таким образом, соединяя отдельные части, получают цепочку с нужным числом звеньев. К концу цепочки приливают основание крючка. Для этого в отдельной форме отливают основание крючка. Затем способом, описанным выше, основание крючка приливают к последнему звену цепочки. Последним приливается крючок. Процесс изготовления его литейной формы аналогичен изготовлению крючка для цепочки браслета.