Модель является основным приспособлением для изготовления литейной формы, и от того, как она будет сделана, будут зависеть удобство, простота и скорость изготовления литейных форм, стоимость и качество получаемых отливок.
Изготовление деревянных моделей. Дерево содержит >50 % влаги и, теряя ее при высыхании, коробится и трескается. Чтобы избежать коробления, деревянные модели изготовляют не из целого куска дерева, а из специальных заготовок. Такие заготовки получают путем склеивания отдельных узких досок, причем так, чтобы направление волокон одной не совпадало с направлением волокон другой. В этом случае коробление одной доски как бы уравновешивается короблением другой. Если склеить несколько таких досок, положенных друг на друга (рис. 2), коробление модели, изготовленной из такой заготовки, может быть очень малым.
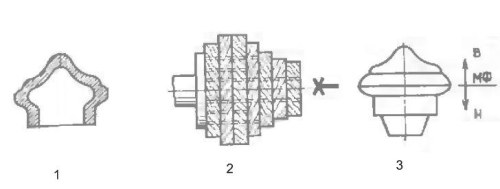
Изготовление деревянной головки колонки
1 – поперечный разрез модели
2 – заготовка для модели
3 - модель
Затем заготовку обрабатывают вручную или на станке до получения модели нужных размеров и формы. В зависимости от числа предполагаемых отливок деревянные модели изготовляют по трем классам прочности.
По первому классу прочности изготовляют модели при серийном производстве отливок. Такие модели делают из выдержанной древесины твердых пород дерева. Для увеличения прочности быстро изнашивающиеся части моделей делают из металла или облицовывают металлическими пластинами. По второму классу прочности изготовляют модели для производства небольших партии изделий. Такие модели делают из более дешевых, мягких пород дерева. По третьему классу прочности изготовляют модели для разовых отливок.
Рассмотрим порядок изготовления деревянной модели.
Модельщик получает чертеж поперечного разреза готового изделия (рис. 1). Руководствуясь размерами чертежа, модельщик на специальном деревянном щитке (модельный щиток), по возможности в натуральную величину, делает чертеж будущей модели, учитывая при этом усадку металла, из которого будет отливаться изделие. Припуск на усадку зависит от рода применяемого сплава.
Серый чугун имеет линейную усадку 0,7—1,3 %, алюминиевые сплавы 0,9—1,4 %, медные сплавы 1,25—2,4 %.
При выполнении чертежа модели модельщик каждый размер, показанный на чертеже изделия, увеличивает на чертеже модели на величину припуска на усадку. Например, усадка для изготовления моделей чугунных отливок составит 1 %, латунных и бронзовых отливок — 1,5%. Далее модельщик, учитывая способ формовки, намечает плоскость разъема модели и отъемные части. Затем он делает на стенках модели формовочные уклоны, устанавливает припуск на механическую обработку. Когда чертеж на щитке готов, модельщик подбирает соответствующие породы дерева и размеры досок, склеивает из них, как указывалось ранее, заготовку и, руководствуясь размерами чертежа модели, обрабатывает заготовку вручную или на станке.
Затем тщательно проверяет размеры изготовленной модели, легкость разъема частей и наличие формовочных уклонов. Поверхность готовой модели окрашивают. Слой краски предохраняет поверхность модели от разбухания и делает ее более гладкой. Кроме того, по цвету окраски модели формовщик может определить, где находятся на модели знаки, какая поверхность отливки должна быть особенно чистой, из какого сплава должна отливаться отливка. С этой целью условно принято поверхность деревянных моделей красить: для получения чугунных отливок — в красный цвет, для стальных — в серый, для отливок из цветных металлов — в желтый, знаки на всех моделях — в черный цвет.
Изготовление металлических моделей. Процесс состоит из двух этапов. Первый включает работы по изготовлению деревянной модели — заготовки будущей модели. Второй этап — это изготовление из отлитой по деревянной модели заготовки самой металлической модели путем обработки заготовки на станках или вручную. Деревянную модель заготовки модельщик делает с припусками на механическую обработку модели и изделия и усадку металла модели и изделия. После изготовления деревянной модели по ней из нужного для будущей металлической модели металла отливают заготовку.
Металлические модели сложных художественных отливок (фигуры человека, животных, птиц и др.) обрабатывают в основном вручную. Для этого по оригиналу изделия из соответствующего материала отливают заготовку модели или ее части. Затем полученную заготовку тщательно обрабатывают по оригиналу (эталону) изделия. В процессе обработки у моделей делают необходимые разъемы, изготовляют и крепят отъемные части. Чеканкой восстанавливают четкость рисунка на поверхности модели (волосы на голове статуи, шерсть на крупе животных, жилки на листьях цветка, трава на постаменте и т. д.).
Изготовление гипсовых моделей. В зависимости от сложности формы отливаемого изделия существует несколько способов изготовления гипсовой модели. Ее можно изготовить способом отливки в черновой гипсовой форме, в кусковой гипсовой форме с клеевой оболочкой (клеевой форме) и с помощью шаблона вращения или протягивания. В черновых формах отливают гипсовые модели типа барельефов (рисунок ниже). Для этого оригинал изделия, выполненный на щитке из пластилина, воска или глины, смазывают тонким слоем жира и наносят на него глину, образуя барьерчик или рамку в виде опоки. На поверхность оригинала наносят слой подкрашенного раствора гипса, затем рамку до краев заполняют раствором обыкновенного гипса. После затвердевания гипса рамку переворачивают, оригинал удаляют и получают таким образом гипсовую форму (рис. 2).
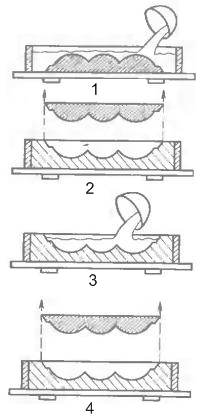
Изготовление гипсовой модели по черновой форме
1 – получение оригинала
2 – удаление оригинала из формы
3 – заливка гипсовой формы
4 – удаление гипсовой модели из формы
Полость полученной формы промывают от остатков удаленного оригинала и заливают раствором модельного гипса (рис. 3). После затвердевания гипса форму ломают, извлекая из нее гипсовую отливку модели (рис. 4). Для получения хорошей поверхности модели гипсовую отливку хорошо зачищают и лакируют.
Достоинством описанного способа получения гипсовой модели является простота, недостатком — разрушение оригинала при изготовлении модели. Поэтому применение черновых форм удобно лишь для отливки несложных, недорогих моделей.
Для сохранения оригинала и повторного использования гипсовой формы гипсовые модели объемных и более сложных по форме изделий (бюсты) отливают в кусковых формах. Для изготовления кусковой гипсовой формы оригиналы смазывают тонким слоем состава, приготовленного на основе керосина и стеарина, и укладывают по линии разъема формы в глиняную постель. На поверхности оригинала выполняют отдельные куски из полугустого гипса, подрезая их знаковые части так, чтобы каждый из кусков мог хорошо сниматься с оригинала, не повреждая отпечатка.
На поверхности стыковки кусков с формой для удобства сборки делают знаки (замки) в виде выступов и углублений. Во избежание коробления и расширения кусков раствор гипса готовят на известковой воде. Для удобства снятия кусков с поверхности оригинала в куски при формовке вставляют проволочные петли. После заполнения всей необходимой поверхности оригинала гипсовыми кусками наружную поверхность кусков смазывают разделительным составом и покрывают общим слоем гипса толщиной не менее 4 см, образующим кожух — опоку формы. Затем в таком же порядке заделывают обратную сторону оригинала. В плоскостях соединения кожухов устраивают знаки — 24 ч форму разбирают, сначала снимают кожух, затем куски, укладывая их на соответствующие места по знакам в снятых кожухах. Внутреннюю поверхность кусков смазывают, кожухи соединяют и скрепляют. Затем в полость полученной гипсовой формы заливают раствор модельного гипса.
После затвердевания гипса кусковую форму в отличие от черновой при извлечении из нее отливки не ломают, а разбирают и сохраняют для следующих отливок. Гипсовую модель обрабатывают. На ее поверхности зачищают швы, получившиеся по границам гипсовых кусков формы. Для получения гладкой поверхности модели и устранения возможности впитывания ею влаги модель лакируют.
Аналогично в кусковых формах отливают гипсовые модели статуй. Для удобства отливки оригинал скульптуры делят на части, каждую из которых отливают в отдельных формах. Крупные модели для уменьшения массы отливают пустотелыми.
Гипсовые модели архитектурных отливок часто изготовляют с помощью шаблонов вращения или протягивания. На рисунке а) показан пример изготовления гипсовой модели крышки мостовой тумбы. Приспособлением для вращения шаблона является металлический стол 1 (рисунок б), в центре которого расположена муфта с коническим отверстием для шпинделя 2. На шпиндель надеваются опорное кольцо 3 и рукав 4, к которому крепится шаблон 5 модели. На поверхности стола по окружности расположены остроконечные шпильки 6, чтобы обрабатываемая на столе модель при вращении шаблона не сдвигалась с места.
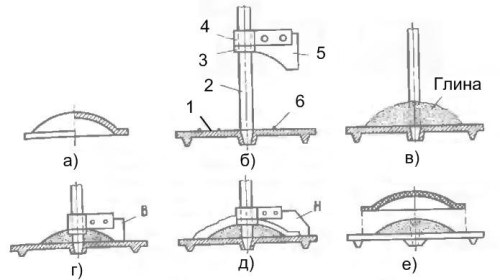
Процесс изготовления гипсовой модели по шаблону
а) – изделие
б) – приспособление для вращения шаблона
в) – глиняный болван
г) – заточка болвана
д) – заточка гипсовой модели
е) – съем гипсовой модели
Процесс изготовления модели состоит в следующем. Поверхность стола смазывают маслом, чтобы в дальнейшем модель легко снималась с него. Вокруг шпинделя, установленного в муфте, плотно набивают глиняный болван (рисунок в), поверхность которого обливают раствором гипса. На шпиндель надевают опорное кольцо н рукав с шаблоном В, сделанным по размерам внутреннего профиля модели. Выверив положение шаблона по высоте, затачивают болван (рисунок г) и сушат его. Просушенный болван хорошо зачищают шлифовальной шкуркой, смазывают маслом и обкладывают тестообразным раствором гипса. На шпиндель надевают рукав с шаблоном Н, сделанным по размерам наружного профиля модели, после чего затачивают тело модели (рисунок д ). Поверхность модели обливают жидким раствором гипса и окончательно обрабатывают шаблоном. После затвердевания слоя гипса шпиндель с шаблоном удаляют, легко постукивая по столу, снимают гипсовую модель с болвана (рисунок е).
С помощью протяжных шаблонов можно изготовлять модели для отливок, форма которых не представляет собой тела вращения, используя при этом приспособление для протягивания шаблона, как показано на рисунке ниже.
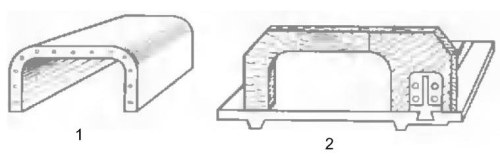
Приспособление для изготовления гипсовой модели с помощью протяжного шаблона
1 – профиль модели
2 – протяжной шаблон с приспособлением для протяжки