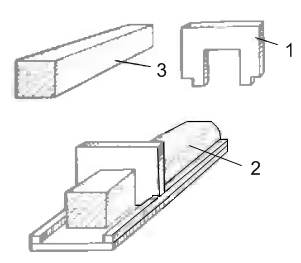
Протяжные шаблоны в отличие от шаблонов вращения имеют полный профиль сечения отливаемого изделия. Протяжка шаблонов по уплотненному из формовочной смеси болвану производится по специальной направляющей рамке (рисунок ниже).
Процесс формовки по протяжному шаблону следующий:
- Установка направляющей рамки, внутренние размеры которой должны соответствовать размерам будущей отливки.
- Изготовление внутри рамки болвана из формовочной смеси.
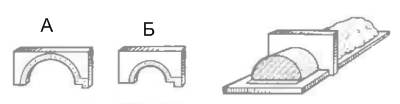
- Установка на рамке шаблона и удаление лишней смеси с уплотненного болвана шаблоном А (для получения песчаной модели отливаемого изделия).
- Формовка на болване, как по модели верхней опоки.
- Снятие заформованной опоки и ее отделка.
- Удаление с поверхности песчаной модели шаблоном Б слоя смеси, равного толщине стенки будущей отливки.
- Отделка болвана и накрывание его верхней полуформой. Полученную форму готовят для заливки.
Таким образом, с помощью шаблонов можно изготовлять литейные формы для различных крупных изделий, профиль сечения которых не изменяется по длине.
Изготовление стержней по шаблону.
При изготовлении пустотелых архитектурных отливок (колонн, фонарных столбов), имеющих форму тел вращения, и других подобных изделий с полостью применяют стержни. Такие большие стержни неудобно и невыгодно изготовлять в стержневых ящиках: ящик будет тяжелым и неудобным в работе. Поэтому стержни больших размеров чаще всего изготовляют по шаблонам. Стержни, как и формы, изготовляют путем обтачивания и протягивания.
Способом обтачивания изготовляют стержни, имеющие форму тел вращения. Шаблон 1 делают из доски, его вырез равен половине профиля стержня (рисунок ниже).
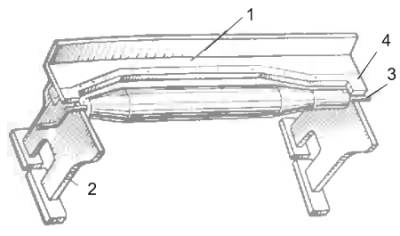
При изготовлении большого числа стержней на рабочей кромке шаблона укрепляют металлическую планку 4 для уменьшения истирания (изнашивания) при обтачивании стержня.
Шаблон закрепляется на специальном приспособлении, состоящим из двух стоек 2 с треугольными вырезами на торцах.
Эти вырезы предназначены для укладки каркаса 3, представляющего собой трубу с отверстиями на поверхности для вывода газов из стержня. В процессе изготовления стержня на каркас, смазанный глиной, наматывают соломенный жгут, который обеспечивает легкость, газопроницаемость и податливость стержня при усадке отливки. Число слоев жгута на трубе должно быть таким, чтобы толщина слоя глины, наносимого на его поверхность, была 15—30 мм в зависимости от размеров стержня.
После навивки соломенного жгута на его поверхность, вращая каркас специальным приводом или ручкой, наносят слой жирной глины. Излишек глины срезают кромкой шаблона, укрепленного на стойках и придвинутого к стержню. Покрыв соломенный жгут первым слоем глины, стержень снимают со стоек и сушат. После этого стержень снова устанавливают на станок, очищают его поверхность щеткой, слегка смачивают водой, заделывают образовавшиеся при сушке трещины и наносят на него, как и в первый раз, слой, но из более тощей стержневой смеси и снова обтачивают, проверяя его размеры специальными шаблонами. Затем поверхность стержня окончательно отделывают и стержень сушат.
Для повышения огнеупорности поверхность стержня после сушки и в горячем состоянии красят специальными формовочными красками, в состав которых чаще всего входят графит, глина и связующие вещества. После окраски стержень слегка подсушивают.
Изготовление стержней по шаблону способом протягивания используют при изготовлении единичных пустотелых отливок с полостью, имеющей прямоугольное, полуовальное или полукруглое сечение. В этом случае стержень получают путем протягивания шаблона вдоль предварительно уплотненного болвана стержневой смеси по специальной направляющей рамке. Протяжной шаблон в отличие от шаблона обтачивания имеет полный профиль изготовляемого стержня. Протяжной шаблон 1, готовый стержень 3 и сам процесс протягивания шаблона по уплотненной стержневой смеси 2 показаны на рисунке ниже.