В условиях ювелирных мастерских плавку проводят в специальных тигельных (плошках), подогревая в них шихту газопламенной горелкой (рисунок ниже).
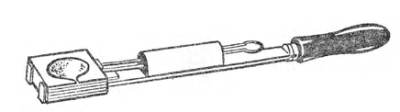
Приспособление для удержания тигелька при ручной плавке драгоценного металла
Этот способ отличается дешевизной и простотой. Самый простой тигель изготавливается из асбестового листа толщиной 6-8 мм. Обрезанный по размеру картон увлажняют и придают ему форму легкого прогиба с углублением 6-8 мм. Такой тигель выдерживает 3-4 плавки. Можно изготавливать плошки из смеси огнеупорной глины, каолина, графита, шамота или кварцевого песка. Однако все они имеют существенный недостаток - недолговечность. При плавке припоя в плошках под слегка пристывший слиток добавляют легкоплавкий компонент и продолжают плавку. Каждый тигель должен применяться для металла определенной пробы, поэтому на его наружной стенке делают специальную пометку. Перед плавкой плошку желательно прогреть, что сократит время плавки и уменьшит время окисления металла.
После того, как металл расплавится, его сливают в специальную форму - изложницу, которая представляет собой металлический брусок с пазом, обработанным фрезой. Размеры изложниц и форма пазов зависит от размеров и конфигурации будущих слитков. Существуют изложницы для вертикальной и горизонтальной отливки (рисунки ниже).
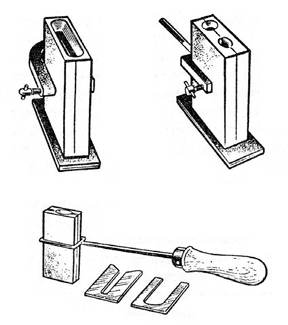
Сборная вертикальная изложница для отливки слитка
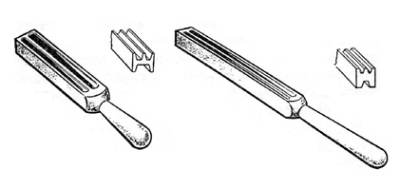
Горизонтальная изложница для отливки слитка
Вертикальные изложницы изготавливают разъемными, а горизонтальные изложницы - сплошными, иногда с несколькими ячейками. Новые изложницы предварительно прокаливают до температуры 500-550 °С с технологическими смазками.
Технологические смазки необходимы для получения качественного слитка: без раковин, трещин, наплывов, что невозможно без хорошего растекания металла. В качестве смазок применяют масла льняные, конопляные, подсолнечные, веретенные, машинные, а также пчелиный воск, олифу натуральную и водно-меловую, как для побелки, эмульсию. Масла и пчелиный воск используют для получения слитков из золота и серебра, а также припоев.
Масла перед нанесением на поверхность изложниц необходимо прокипятить на водяной бане при температуре 100-120 °С в течение 2 часов, чтобы обезводить их. Изложницы подогревают до 50-100 °С, но не выше, и на ее рабочую поверхность наносят тонким слоем смазку. При нанесении более толстого слоя может произойти разбрызгивание сплава. Пчелиный воск используется в тех же случаях, что и масла, и наносится на подогретую до 50-70 °С рабочую поверхность. Это одна из лучших смазок. Водно-меловую эмульсию применяют при получении отливок из металлов и сплавов с высокой температурой плавления - золота, платины, палладия. Ее наносят ровным тонким слоем на рабочую поверхность изложниц, прогретую до 150-200 °С. Затем ее необходимо тщательно просушить для удаления влаги, после чего рекомендуется прокалить при температуре 500 °С, тогда она выдержит большее число заливок.
Заливка форм может производиться различными способами в зависимости от размеров и развеса отливок, состава сплава и способа заполнения формы. В условиях мелкосерийного производства форму заполняют методом свободной заливки, при котором расплав заполняет форму под действием собственной массы. В условиях литейного цеха для заливки используют центробежные машины, в которых металл заполняет форму и уплотняется в ней под действием центробежной силы, возникающей в форме при ее вращении.