В форму при сборке устанавливают один или несколько стержней, образующих в отливке полость. В зависимости от размеров, конфигурации и расположения полости в отливке стержни в формах крепят различными способами.
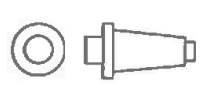
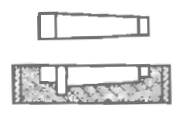
Крепление стержня знаками — наиболее часто применяемый и наиболее надежный способ. Число знаков на модели зависит от числа отверстий в стенках отливки, выходящих в рассматриваемую полость. В случае, когда полость в отливке имеет один выход, модель и стержень имеют знак с одной стороны (рисунок 1 ниже) и стержень в форме крепится одним знаком (рисунок 2 ниже).
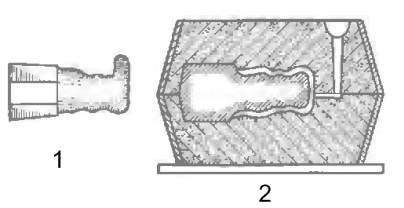
Такой стержень висит в форме как балка на одной опоре (консольно). При этом размеры знака стержня можно сделать такими, чтобы центр массы стержня в горизонтальном направлении приходился на плоскость опоры стержня в форме (стержневой знак). В этом случае стержень не будет заваливаться в форму.
Рассмотрим процесс формовки подставки, которая имеет сквозную полость, а ее модель — два знака, расположенных на торцах (рисунок ниже)
Процесс изготовления литейной формы подставки состоит из следующих операций:
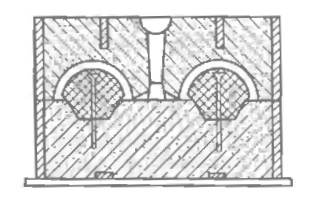
- Две неразъемные модели подставки кладут на специальную подмодельную плиту с углублениями, равными половине диаметра моделей (рисунок ниже).
Модели накрывают нижней опокой и набивают обычным порядком.
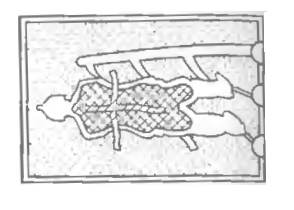
- Набитую опоку переворачивают вместе с подмодельной плитой, а затем снимают плиту (рисунок ниже).
Поверхность разъема формы посыпают разделительным песком. Затем на поверхность разъема между моделями устанавливают модели литниковой системы, ставят верхнюю опоку и производят формовку. Далее делают в форме вентиляционные каналы (рисунок ниже).

- Удаляют модель стояка и снимают верхнюю полуформу. Отделывают ее и удаляют модель литниковой системы. Затем прочищают каналы.
- С помощью подъемов из нижней полуформы удаляют модели отливок.
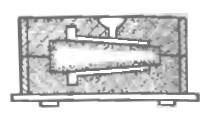
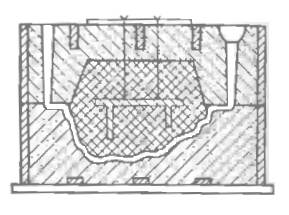
- Берут два ранее изготовленных стержня, очищают их поверхности и вставляют в отпечатки знаков модели в нижней опоке (рисунок ниже).
Во избежание попадания заливаемого в полость формы металла в каркас стержня (через знаки) смесь вокруг знака обжимают.
- Обе полуформы припыливают угольным порошком и собирают форму для заливки (рисунок ниже).
Крепление стержня жеребейками. В производстве отливок часты случаи, когда крепление стержня знаками может быть недостаточным. Например, длинные или тонкие стержни, закрепленные знаками, под действием собственной силы тяжести и давления металла в форме могут прогибаться. Это приводит к возникновению разностенности в отливке, а в очень узких местах металл может и не заполнить полость формы. Чтобы избежать таких явлений, длинные и тонкие стержни крепят в формах дополнительно особыми металлическими опорами, называемыми жеребейками.
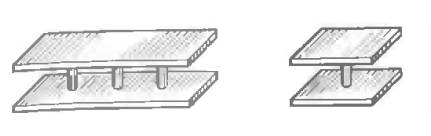
На рисунках ниже показаны жеребейки различных видов. Форма и размеры применяемых жеребеек зависят от массы стержня, формы опорных поверхностей стержня и полости формы, а также толщины стенки отливки.
1
1. Такие жеребейки применяют в случае, если стержень и полость формы в месте крепления имеют плоскую поверхность.

2
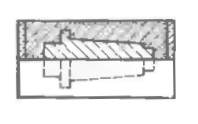
2. Эту жеребейку используют тогда, когда форма в месте установки жеребейки имеет плоскую поверхность, а стержень — форму цилиндра.

3
3. Вид жеребейки, если полость формы и стержень имеют поверхность цилиндра
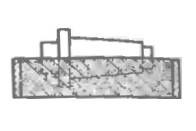
Для крепления в форме крупных, тяжелых стержней описанные выше жеребейки непригодны. Опираясь на стенку формы, они под действием силы тяжести стержня будут ее продавливать, и стержень просядет. В таких случаях применяют жеребейки с одной длинной стойкой, без нижней площадки ( рисунок ниже).

Такая жеребейка, удерживая стержень, опирается не на поверхность полости формы, а на крестовину нижней опоки ( рисунок ниже).
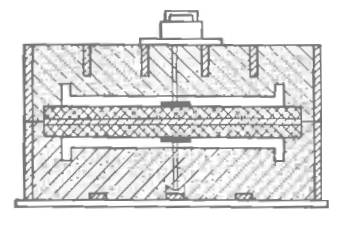
В верхней опоке стойка жеребейки упирается в плитку, расположенную на крестовинах опоки вверху, на месте выхода стойки из опоки. Во избежание подъема плитки под давлением на стержень заливаемого в форму металла плитку сверху нагружают грузом.
4
4. Жеребейки, изготовленные из полоски жести, служат для крепления в форме легких небольших стержней.
Высота жеребеек, для которых опорными поверхностями служат поверхности стержня и полости формы, должна быть равна толщине стенки будущей отливки. Жеребейки с длинными стойками устанавливают в форме так, чтобы их высота в форме была равна толщине стенки отливки. Поверхность жеребеек должна быть чистой. Ржавчина на поверхности жеребеек способствует появлению дефектов в отливке в виде неметаллических включений и газовых раковин. Кроме того, такие жеребейки плохо свариваются с металлом отливки. Поэтому стальные жеребейки покрывают слоем защитного металла (цинка, олова, меди), предохраняющего их от коррозии.
Крепление стержня шпильками. В художественных отливках нередки случаи, когда полость в них образуется небольшими, легкими стержнями с одним знаком. Такие стержни плохо удерживаются в форме, смываются металлом при заливке, поэтому их дополнительно крепят путем прикалывания к стенкам формы. Для этого в процессе изготовления в них делают сквозные отверстия, через которые специальными шпильками прикалывают стержни к форме (рисунок ниже).
Головку шпильки на поверхности стержня углубляют и заделывают.
Крепление стержня концами его каркаса. Сложные художественные изделия часто имеют глухие, не выходящие на поверхность отливки полости. Стержни, образующие эти полости, не могут иметь знаков. Крепление таких стержней жеребейками невозможно. Во-первых, использование сложной внутренней поверхности формы как опоры для стандартной жеребейки повлечет за собой разрушение этой поверхности. Изготовление специальных жеребеек с рельефной поверхностью, идентичной сложной поверхности полости формы, в единичном производстве неоправданно, оно трудоемко. Во-вторых, формы художественных изделий часто заливают в вертикальном положении. В этом случае в форме стержень, расположенный в вертикальном положении, удержать на жеребейках трудно.
Такие стержни лучше и удобнее крепить в форме с помощью их каркасов (рисунок ниже).
Для этого концы каркаса в стержне делают такой длины, чтобы при установке стержня в форме они могли опираться на поверхность ее разъема.
Крепление подвесных стержней. Чтобы получить лицевую поверхность отливки чистой, ее необходимо располагать в нижней части формы. Тогда стержень, имеющий один знак, приходится устанавливать и крепить в верхней полуформе (рисунок ниже).
С этой целью при изготовлении стержня от его каркаса пропускают проволочные вески, оканчивающиеся петлей на его поверхности. В зависимости от размера стержня к петлям весок крепят болты или проволоку. В процессе установки стержня болты или проволоку пропускают через знаковую часть на наружную поверхность формы. Для крепления стержня верхнюю полуформу устанавливают на подставку или высокие козлы разъемом вверх. На поверхности формы болты крепят через пластину гайкой, а проволоку завязывают на прутке, расположенном на крестовинах опоки.
В производстве кабинетных художественных отливок подобный способ крепления стержня применяют при отливке постаментов статуэток и групп. Правильность установки стержней в форме контролируется специальными шаблонами.
В тех случаях, когда толщину тела будущей отливки (размер) между стенкой формы и стержня или между стержнями невозможно проверить инструментом, проверку проводят контрольным перекрытием по глиняным конусам, поставленным в местах контроля (обычно в нижней полуформе под стержнем, между стержнем и поверхностью верхней полуформы). В таких местах устанавливают «конуса» из мягкой глины. Когда стержень или верхнюю полуформу устанавливают в рабочее положение, они сжимают глиняные конуса до размеров, соответствующих толщине тела будущей отливки в этом месте.