Форма для бруса.
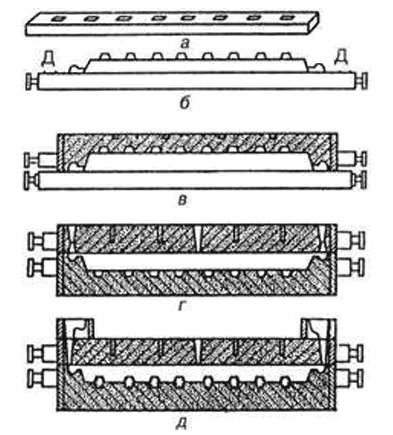
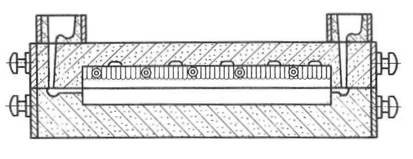
Брус (рисунок а), имеющий трапецеидальное или Т-образное сечение, является основанием монтируемой решетки. На верхней части бруса расположены гнезда, в которые при монтаже входят выступы нижней части решетки. Длину бруса делают равной длине звена решетки с припуском для крепления его в гнездах колонки. Модель бруса из алюминиевого сплава для удобства удаления из формы и предотвращения коробления делают разборной, состоящей из четырех частей, которые собирают на металлической подмодельной плите (рисунок б). Модельная плита имеет цапфы для подъема краном. В плиту ввернуты центрирующие штыри для установки опоки. Стержневые знаки на модели для удобства удаления ее из формы делают отъемными.
Процесс изготовления литейной формы для бруса состоит из следующих операций:
- Части модели собирают на плите. В верхней части модели устанавливают стержневые знаки, с ее торцов располагают модели питателей и зумфа, а с боку — основание выпора (см. рисунок б).
Собранную на плите модель накрывают нижней опокой и формуют ее (рисунок в). При формовке нижней опоки следует обращать внимание на расположенные на модели отъемные знаки, которые при небрежности могут быть сбиты. - После наколов вентиляционных каналов заформованную опоку переворачивают вместе с модельной плитой, а плиту снимают так, чтобы модели питателей и основания выпора остались в опоке. В полуформе заглаживают поверхность разъема формы и присыпают ее разделительным песком.
- Устанавливают верхнюю опоку, скрепляют ее с нижней, ставят модели стояков и выпора, изготовляют верхнюю полуформу (рисунок г).
- Заформованную полуформу снимают и производят отделку в ней отпечатка модели.
- Из нижней полуформы по частям удаляют модель, а затем модели знаков, питателей и выпора. В отпечатки знаков вставляют стержни. Стержни следует укреплять во избежание их всплытия при заливке формы.
- Форму собирают для заливки. Для лучшего заполнения полости формы металлом литниковую чашу устанавливают в наращалке (рисунок д). На месте отверстия выпора располагают выпорные чаши такой же высоты.
Форма для поручня.
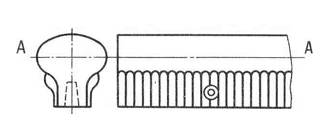
Поручень решетки является венчающей ее частью. Изготовление литейной формы для поручня из-за сложности профиля модели сложнее, чем формы для бруса. Рассмотрим формовку одного из видов поручней решетки моста.
Металлическая модель поручня делается разъемной по линии А- А (рисунок ниже).
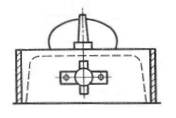
Верхняя часть модели поручня (рисунок ниже).
Нижняя часть модели поручня (рисунок ниже).
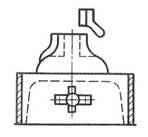
Верхняя и нижняя части модели поручня располагаются на самостоятельных подмодельных плитах. Гофрированная боковая поверхность нижней части модели выполняется отъемной в виде полосок, которые крепятся к корпусу самой модели шипами в виде «ласточкиного хвоста».
Поручень, как и брус, формуют в двух опоках по двум модельным плитам, причем верхнюю часть поручня для получения более чистой лицевой поверхности располагают в нижней полуформе (рисунок ниже).
Формы изготовляют следующим образом:
- На плите с моделью верхней части поручня формуют опоку. Заформованную опоку снимают с модели и после отделки устанавливают на место заливки формы.
- Отъемные части второй половины модели хорошо очищают и крепят на корпусе модели. На плите с собранной моделью формуют верхнюю опоку.
- Заформованную верхнюю опоку переворачивают вместе с плитой. Плиту снимают, вместе с ней удаляют из полуформы и корпус модели, укрепленный на плите. Отъемные части боковой поверхности модели остаются на месте в полости полуформ.
- Отъемные части модели удаляют из полуформы. В отпечатки знаков устанавливают стержни. При установке стержней следует иметь в виду, что при заливке формы они будут находиться в верхней опоке и могут выпасть, поэтому их нужно надежно укрепить.
- Производят отделку формы и сборку ее для заливки.