Процесс формовки с нижним болваном удобен тем, что не требует особых приспособлений для крепления болвана, так как его устойчивость обеспечивается за счет собственной силы тяжести. Однако применение формовки с нижним болваном не всегда возможно. Например, лицевая поверхность полой модели постамента образует его наружную поверхность. Для получения более чистой лицевой поверхности отливки лицевая поверхность модели постамента в форме должна быть ориентирована вниз. В этом случае болван, образующий внутреннюю поверхность постамента, должен быть расположен в верхней полуформе. Такой способ изготовления литейной формы называется формовкой с верхним болваном.
Формовка с верхним болваном отличается от других способов тем, что для увеличения прочности висячего болвана в него при изготовлении верхней полуформы закладывают специальные каркасы или деревянные палочки (солдатики), обмазанные раствором белой глины.
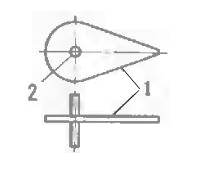
Примером формовки с верхним болваном может служить изготовление литейной формы крышки азиатского кумгана. Крышку кумгана формуют по латунной модели (две штуки в опоке) на специальной подмодельной плите. Эта плита имеет на поверхности углубления для выступающих частей модели — знаков шарнира крышки в небольшие выступы для обеспечения устойчивости моделей на плите при формовке. В шарнире модели крышки укреплены металлические знаки: один — в виде пластинки 1, второй — в виде прутка 2 (рисунок ниже ).
Процесс формовки крышки кумгана следующий:
- Для изготовления литейной формы модели крышки укладывают на подмодельную плиту (рисунок ниже).
Накрывают нижней опокой и формуют ее (рисунок ниже).
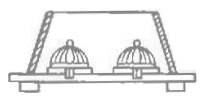
- Заформованную нижнюю опоку переворачивают вместе с подмодельной плитой. Подмодельную плиту снимают и в опоке заглаживают поверхность разъема.
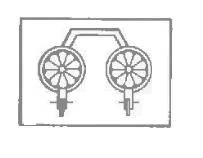
- Полости моделей припыливают, накладывают в них облицовочную смесь, слегка уплотняют ее рукой до половины высоты болвана. Затем внутрь болвана укладывают дугообразный металлический каркас с утолщениями на концах необходимый для удержания болванов в верхней опоке формы (рисунок ниже ).

Модель литниковой системы располагают на разъеме формы с той стороны моделей, где нет знаков для шарниров.
- Устанавливают верхнюю опоку, наполняют ее смесью и уплотняют, стараясь при этом не ударять трамбовкой по каркасу ( рисунок ниже ).
Излишки смеси срезают и делают два-три накола вентиляционной иглой в болваны моделей вокруг каркаса. Затем снимают верхнюю полуформу так, чтобы модели остались в нижней полуформе. Верхнюю опоку следует снимать аккуратно, чтобы не разрушить подвесные болваны.
- Исправляют возможные повреждения отпечатка моделей в верхней полуформе. Из нижней полуформы удаляют модели и в отпечатки знаков моделей вставляют специальные металлические стержни. Эти стержни образуют в шарнире отливки крышки прорезь и отверстие. Чтобы пластинки и пруток легко удалялись из отливки, их перед установкой в форму смачивают водой (лучше маслом) и посыпают мелким песком.
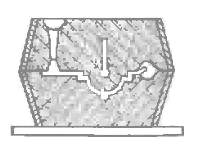
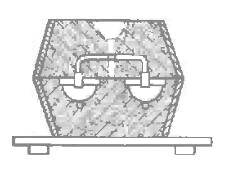
- После установки стержней обе полуформы припыливают и собирают в форму для заливки. Разрез готовой формы показан на рисунке ниже.