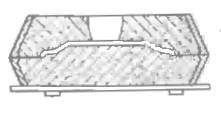
Среди художественных отливок различают изделия с односторонним и двусторонним ажуром. Модели изделий с односторонним ажуром имеют четко выраженный рельеф рисунка с формовочными уклонами только на лицевой стороне. Вторая сторона модели представляет собой гладкую поверхность ( рисунок ниже).

В литейных формах, изготовленных по модели с односторонним ажуром, болванчики, образующие просвет в изделии, расположены только в нижней полуформе.
Модели изделий с двусторонним ажуром имеют рельефный рисунок с обеих сторон и соответственно два формовочных уклона, которые начинаются с середины высоты стенки модели и направлены в разные стороны ( рисунок ниже).

Поэтому литейные формы, изготовленные по этим моделям, имеют болванчики, образующие просветы в изделии как в нижней, так и в верхней полуформах.
Поверхность разъема формы в этом случае должна проходить не по поверхности модели (как при формовке тарелки), а внутри нее. Следовательно, болванчики, образующие ажур отливки, будут не целые, а разъемные. Они будут иметь высоту, равную половине толщины модели, и располагаться как в верхней, так и в нижней полуформах.
Формовка по модели с односторонним ажуром.

Тарелка с односторонним ажуром
Литейную форму для ажурной тарелки изготовляют по латунной модели в круглых опоках. Формовку начинают с изготовления фальшивой опоки.
Для этого модель тарелки укладывают на гладкую подмодельную плиту и накрывают опокой. Модель припыливают, опоку заполняют жирной формовочной смесью и уплотняют ее. Заформованную опоку переворачивают вместе с модельной плитой. Плиту снимают, примочив смесь вокруг модели, удаляют модель, заглаживают отпечатки ее просветов до уровня общей площади отпечатка модели. Такую операцию выполняют для того, чтобы болванчики, образующие просветы в отливке, располагались в нижней опоке. Отпечаток модели припыливают, а модель укладывают в прежнем положении и легкими ударами деревянного молотка осаживают так, чтобы смесь плотно закрыла просветы модели. Затем, исправив поверхность разъема, модель удаляют, фальшивую опоку для увеличения плотности сушат.
Литейную форму для тарелки изготовляют следующим образом:
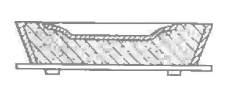
- В приготовленную фальшивую опоку укладывают модель (рисунок ниже)
Затем накрывают ее нижней опокой (рисунок ниже)
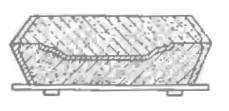
Перед укладкой нижней опоки поверхность модели в ней припыливают древесноугольным порошком, затем насыпают облицовочную смесь слоем 15—20 мм и, заполнив опоку наполнительной смесью, изготовляют нижнюю полуформу.
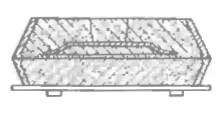
- Заформоваиную опоку вместе с фальшивой переворачивают. Фальшивую опоку снимают, заглаживают поверхность разъема формы и проверяют плотность болванчиков в просветах модели (рисунок ниже).

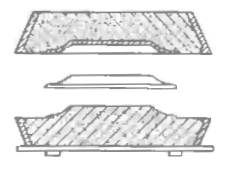
- Накрывают верхнюю опоку. В дно модели устанавливают щелевой стояк так, чтобы он не попадал на просветы модели. Припылив поверхность модели и разъема формы, насыпают облицовочную смесь и изготовляют верхнюю полуформу (рисунок ниже).
- Срезав лишнюю смесь с опоки, делают несколько наколов вентиляционной иглой на поверхности и вокруг стояка. Затем удаляют стояк. Снимают верхнюю опоку, исправляют в ней отпечаток модели и литниковый канал (рисунок ниже).
- В нижней полуформе смачивают смесь вокруг модели и в ее просветах. Ввернув подъем и легко ударяя деревянным молотком по модели, удаляют ее из формы.
- После удаления модели исправляют сдвинувшиеся при съеме модели болванчики.
Окончательно отделывают полуформы. Нижнюю полуформу в течение 2—3 мин сушат (подкапчивают). После подкапчивания, которое делается непосредственно перед заливкой, форму собирают для заливки (рисунок ниже).
Формовка по модели с двусторонним ажуром.

Ваза, имеющая двусторонний ажур
Рассмотрим процесс формовки на примере вазы, имеющей двусторонний ажур. Ваза отливается в виде пяти отдельных деталей: тарелки 1, розетки 2, подставки 3, состоящей из двух половин, и основания 4. Все детали скрепляют при сборке в одно целое (вазу) с помощью винта, проходящего через подставку и основание. Детали вазы отливают по латунным, хорошо прочеканенным моделям в двух формах: в одной — тарелку, во второй — остальные детали. Процесс формовки розетки, подставки и основания аналогичен рассмотренному ранее процессу формовки тарелки, так как модели их имеют односторонний ажур.
Модель тарелки вазы имеет двусторонний ажур, поэтому в изготовлении фальшивой опоки и самой формы есть некоторые особенности.
Процесс изготовления литейной формы для тарелки вазы начинают с изготовления фальшивой опоки. Для этого модель тарелки укладывают на гладкой подмодельной плите, накрытой опокой, и набивают опоку смесью. Затем заформованную опоку вместе с модельной плитой переворачивают и снимают подмодельную плиту. Далее извлекают из опоки модель. Отпечаток просветов модели в опоке хорошо заглаживают и очищенную от песка. Модель снова укладывают в опоку на прежнее место. Легкими ударами деревянного молотка осаживают модель так, чтобы болванчики, образующиеся в просветах модели, поднялись до половины высоты модели.
Загладив поверхность разъема вокруг модели, ее припыливают древесноугольным порошком и устанавливают нижнюю опоку. Установленную опоку плотно набивают жирной формовочной смесью, так как она впоследствии будет представлять собой фальшивую опоку. Затем обе опоки переворачивают и осторожно снимают верхнюю. Просветы модели, оставшейся на болване, примачивают и модель снимают. Таким образом, на поверхности болвана нижней (фальшивой) опоки образовались болванчики, равные по высоте стенке модели. Полученную фальшивую опоку окончательно отделывают и для прочности сушат.
Литейную форму тарелки вазы изготовляют так:
- На болван фальшивой опоки укладывают модель и устанавливают верхнюю опоку формы. В середине дна модели ставят специально подогнанный по его поверхности щелевой литник, так чтобы его питатель не перекрывал просветов в модели. Укрепив литник в вертикальном положении, поверхность модели припыливают древесноугольной пылью, засеивают слоем формовочной смеси и формуют верхнюю полуформу.
- Заформованиую верхнюю опоку переворачивают вместе с фальшивой опокой и последнюю снимают. Смочив просветы в модели, ее удаляют из верхней полуформы и тщательно приглаживают отпечатки просветов.
- Поверхность смеси в опоке припыливают и укладывают на прежнее место хорошо очищенную модель.
- Легкими ударами деревянного молотка модель осаживают в смесь опоки до половины толщины стенки модели, как это делалось при набивке фальшивой опоки. После осадки модели смесь вокруг нее хорошо заглаживают, делая поверхность разъема формы. Смачивание просветов, заглаживание их отпечатков в опоке и осаживание модели необходимы для придания большой плотности болванчикам в верхней опоке во избежание их отрыва при снятии верхней полуформы с модели, находящейся на болване в нижней опоке.
Кроме того, эти операции вызваны и тем, что возможно частичное разрушение болванчиков в фальшивой опоке (поломка, обсыпка и изнашивание), а это приводит к искажению поверхности разъема болванчиков в просветах модели, их разрушению при съеме верхней полуформы с модели и снятии ее с болвана в нижней полуформе.
- Устанавливают нижнюю опоку на поверхность разъема формы, модели припыливают, засеивают облицовочной смесью, наполняют опоку наполнительной смесью и производят набивку опоки до верха. Излишки смеси с опоки срезают, накалывают в ней вентиляционные каналы и переворачивают обе полуформы вместе.
Удаляют модель литника, осторожно снимают верхнюю полуформу. Небрежность при снятии верхней полуформы, наличие люфта штырей в ушках верхней опоки могут привести к срыву болванчиков в просветах модели. В нижней опоке болванчики для увеличения прочности слегка смачивают водой через просветы в модели и осторожно снимают модель с болвана нижней опоки.
- После отделки поверхности обеих полуформ их припыливают древесноугольной пылью и производят подчеканку хорошо очищенной моделью, укладывая ее на прежнее место. Подчеканка моделью внутренней поверхности формы, припыленной древесноугольным порошком, увеличивает резкость отпечатка модели в форме, так как частицы угольного порошка, будучи мельче частиц формовочной смеси, лучше заполняют рисунок поверхности модели. В процессе подчеканки формы следует обращать внимание на правильность положения модели при ее укладке в форму. Укладка модели в иное положение, чем она была ранее, приводит к смятию болванчиков и искажению поверхности полости формы. Чтобы исключить это, на краю модели полезно делать небольшую риску и перед удалением модели из формы отметить положение риски на поверхности разъема формы.
Перед заливкой полуформы подкапчивают и собирают форму для заливки. Расплав в подогретой перед заливкой форме медленно теряет текучесть и хорошо заполняет сложную полость. При этом на стенках отливки отбел не образуется. Кроме того, слой копоти предохраняет отливку от пригара.