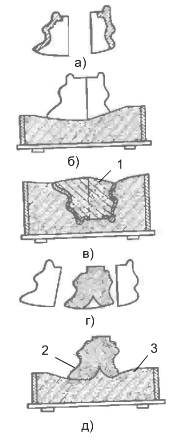
Стержень для пустотелой отливки можно изготовить непосредственно в самой модели, если она пустотелая и имеет в нужном месте разъем (рисунок а).
Изготовляют стержень в модели перед ее использованием для получения литейной формы, выполняя следующие операции:
1 Хорошо очищенную собранную модель устанавливают в фальшивую опоку, изготовленную для получения по этой модели литейной формы (рисунок б).
- Припылив полость модели, наполняют ее стержневой смесью
и, придерживая части модели, уплотняют смесь в ней доверху.
Подрезают верхний торец стержня в модели, в теле стержня для увеличения газопроницаемости делают несколько наколов вентиляционной иглой. Затем по модели с расположенным в ее полости стержнем изготовляют способом кусковой формовки верхнюю полуформу.
- Изготовленную полуформу вместе с фальшивой опокой переворачивают и снимают фальшивую опоку. В модели уплотняют основание стержня, а затем вырезают на нем знак 1 (рисунок в),
- Делают поверхность разъема формы и производят формовку нижней полуформы.
Скрепив обе полуформы, переворачивают их, верхнюю полуформу снимают, а из нижней удаляют модель и, раскрыв ее, извлекают стержень (рисунок г). Стержень, изготовленный в модели, не может иметь обычных знаков. Знак (как правило, один ) — в таком стержне делают в виде углубления, вырезаемого в процессе изготовления стержня на его нижнем торце. Так как нижний торец соприкасается с поверхностью формы, то при формовке нижней полуформы в ней образуется выступ 3 (рисунок д), на который при сборке устанавливают стержень, предотвращая его сдвиг. Верхняя полуформа, соприкасаясь с верхним торцом 2 установленного стержня, устраняет возможность его подъема при заливке формы.