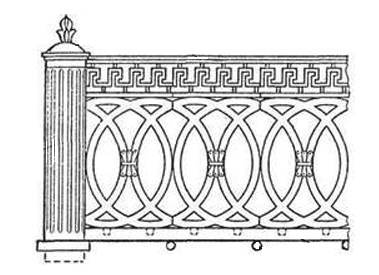
Форма для газонной решетки.
Форму для газонной решетки изготовляют по неразъемной чугунной модели на гладкой модельной плите.
Процесс изготовления литейной формы состоит из следующих операций.
- К торцам 1 модели на модельной плите прикладывают металлические модели литниковой системы, а к местам 2 подводится выпор (рисунок ниже).
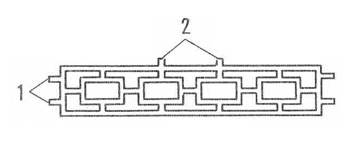
При этом шлакоуловители и основания стояков углубляются в специальные вырезы 3 модельной плиты (рисунок ниже).
- Модель накрывают опокой и изготовляют в ней нижнюю полуформу.
- Готовую нижнюю полуформу переворачивают вместе с модельной плитой и устраивают в ней поверхность разъема формы.
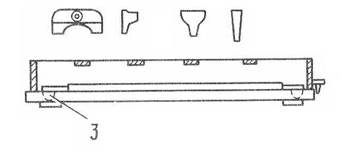
- Установив модели стояков и выпора, устанавливают опоку и изготовляют в ней верхнюю полуформу (рисунок ниже).
В верхней полуформе, как и в нижней, накалывают вентиляционные каналы, извлекают модели стояков и выпора.
- Снимают верхнюю полуформу и отделывают ее. Из нижней полуформы вынимают модели питателей. Смочив смесь у краев модели, приглаживают болваны в просветах модели, затем, ввернув в модель подъемы и слегка растолкав ее, удаляют из формы (рисунок ниже).
Особенностью изготовления формы для газонной решетки является наличие в нижней полуформе большого числа небольших болванов, образующих звенья модели. Целость этих болванов в форме при удалении из нее модели обеспечивается наличием у модели формовочных уклонов, применением при формовке прочной облицовочной смеси и дополнительным прикалыванием этих болванов перед удалением модели специальными формовочными гвоздями-шпильками.
- Обе полуформы припыливают и собирают форму для заливки.
Форма для садовой решетки.
Сложность процесса изготовления формы для садовой решетки заключается в том, что отливка имеет большие размеры и сравнительно небольшую толщину стенки с большим числом просветов. Следовательно, при изготовлении литейной формы приходится иметь дело с большим числом болванов различных размеров, которые не только затрудняют удаление модели из формы, но и могут быть легко смыты металлом при заливке. Поэтому отливают садовую решетку обычно звеньями (общая длина до 4 м) по неразъемным и разъемным моделям, а иногда и по моделям с отъемными частями. В зависимости от сложности композиционного рисунка модель решетки для удобства формовки можно разделить на отдельные части, повторяющие деталь композиции орнамента. В процессе монтажа отдельные части решетки собирают в звено. Один из видов такой решетки показан на рисунке ниже.
Садовая решетка
Форму для сборной решетки изготовляют по разъемной модели в следующем порядке:
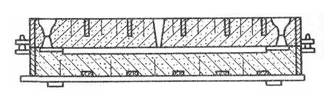
- Половину металлической модели укладывают на гладкую подмодельную плиту с моделями питателей в центре больших просветов модели и основания выпоров с торца. Затем накрывают нижней опокой и изготовляют нижнюю полуформу (рисунок ниже).
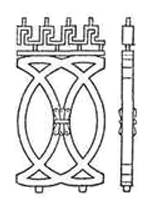
Модель садовой решетки
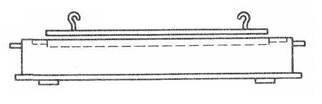
- Заформованную полуформу переворачивают вместе с модельной плитой и устраивают поверхность разъема формы. Устанавливают вторую половину модели с ввернутыми в нее подъемами и верхнюю опоку. В основании питателей и выпоров ставят модели стояков.
- Изготовляют верхнюю полуформу с вентиляционными каналами.
- Укрепив на поверхности опоки подъемы модели, верхнюю полуформу снимают вместе с верхней половиной модели.
- Поставив опоку на ребро, вывертывают подъемы, а затем опоку устанавливают разъемом кверху. Во избежание обрыва болванов при удалении модели их крепят в просветах модели гвоздями. В модель ввертывают подъемы и, слегка растолкав, ее удаляют из формы.
- В нижней полуформе прорезают питатели и удаляют из нее модель.
После отделки полуформ форму собирают для заливки. При формовке по разъемным моделям следует обращать особое внимание на надежность крепления болванов в верхней полуформе и точность соединения опок по штырям.