К внутренним полостям художественных отливок не предъявляют особых требований по точности размеров и формы. Их делают в основном для уменьшения массы отливки и толщины ее стенок. Кроме того, художественные отливки изготовляют обычно в небольших количествах. Для разовых изделий делать стержневой ящик для изготовления стержня не всегда выгодно, так как значительно повышается стоимость отливки. Стержни для разовых отливок можно изготовлять без стержневых ящиков, используя для этого полость самой литейной формы. Такой способ называется изготовление стержня в полости формы.
Процесс изготовления стержня в полости формы следующий:
- Полость нижней полуформы с уложенными кусками припыливают и заполняют стержневой смесью. В небольших формах смесь осторожно уплотняют руками, чтобы не повредить поверхность кусков формы.
- На поверхность смеси в полости укладывают обмазанный белой глиной каркас, состоящий из полой металлической трубки и поперечника 1 (рисунок ниже) так, чтобы концы его опирались на поверхность разъема формы.
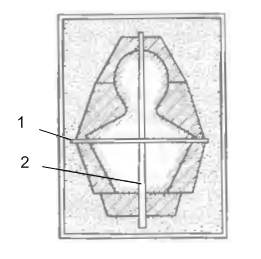
- Поверх каркаса снова накладывают стержневую смесь и подрезают ее в виде болвана, объем которого равен объему полости в верхней полуформе. Затем смесь уплотняют прессованием, накрывая ее несколько раз припыленной верхней полуформой так же, как при изготовлении стержня в стержневом ящике с глухой полостью. При каждом снятии опоки контролируют поверхность стержня. Там, где необходимо, подсыпают или срезают смесь, и по степени заполнения стержнем отпечатка полуформы и плотности поверхности судят о готовности стержня.
- С уплотненной поверхности стержня, после снятия верхней полуформы, осторожно тельным ланцетом снимается слой смеси, равный толщине будущей отливки. Это одна из ответственных операций при изготовлении стержня, от точности выполнения которой зависит качество получаемой отливки. Неравномерный срез слоя смеси со стержня может быть причиной брака отливки. Если, например, со стержня снят слой смеси недостаточной толщины, возможно неполное заполнение формы при заливке. Если же снят слой смеси больше заданной толщины стенки отливки, то возможен пригар на поверхности отливки.
Поэтому при изготовлении крупных стержней для равномерного снятия слоя смеси со стержня поверхность его припыливают и накалывают на глубину, равную толщине стенки отливки специальным шаблоном-наколкой (рисунок ниже).
После этого свободно срезается со стержня необходимый слой смеси, ориентируясь на хорошо заметные следы накола. Подрезанную поверхность стержня хорошо заглаживают, для упрочнения поверхностного слоя его смачивают и припыливают.
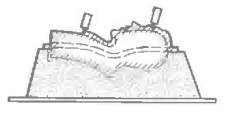
- На поверхность разъема нижней полуформы накладывают деревянную рамку высотой немного больше подрезанного стержня и заполняют ее наполнительной смесью. Над стержнем в смеси закладывают чугунную плиту — драйер, на который стержень будет помещен в печь.
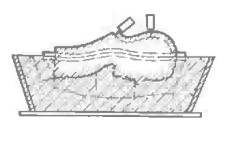
- Нижнюю полуформу вместе с рамкой переворачивают и снимают так, чтобы куски и стержень остались на смеси в рамке. Затем куски снимают со стержня так же, как их снимали с модели при удалении ее из формы. Поверхность стержня, как и нижнюю его часть, подрезают на заданную толщину стенки отливки, смачивают и вместе с плитой и смесью (как на драйере) отправляют сушить (рисунок ниже).
Излишек смеси на плите вокруг стержня следует убрать, это обеспечит более высокую скорость и равномерность просушки стержня.
Способ изготовления стержня в полости формы удобен, однако использовать его для форм с тонкой и сложной внутренней поверхностью не рекомендуется, так как при изготовлении стержня полость формы теряет резкость отпечатка модели.