Литейные формы для простых отливок, не требующих большой точности соблюдения размеров и чистоты одной из поверхностей, можно изготовлять без опок в специально подготовленной земляной яме. Такой способ изготовления литейных форм называют формовкой в почве, а место, предназначенное для размещения формы в почве, постелью. Постель для изготовления формы должна иметь ровную и плотную поверхность. К формовочной смеси постели предъявляют те же требования, что и к смеси для формовки в опоках, а в некоторых случаях даже более жесткие. Например, газопроницаемость постели должна быть лучше, чем газопроницаемость стенок закрытой формы, так как толщина формовочной смеси вокруг отливки больше, чем в форме, изготовляемой в опоках. Улучшение газопроницаемости постели достигается специальной подготовкой почвы.
В зависимости от массы получаемого в почве изделия приготовляют мягкую или твердую постель. Первая служит для форм небольших отливок, вторая — для форм крупных отливок.
Мягкую постель готовят в яме, размеры которой немного больше размеров формуемой модели. Глубина ямы больше высоты модели на 200 мм. На дно ямы устанавливают два бруска 1, горизонтальность которых по длине и между собой проверяют по уровню (рисунок ниже).
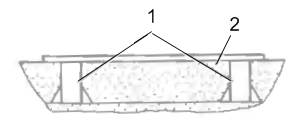
Бруски укрепляют, пространство между ними заполняют наполнительной смесью 2. Поверхность смеси выравнивают линейкой 3 по высоте брусков (рисунок ниже).
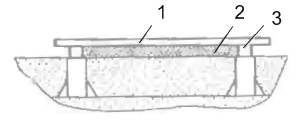
На бруски кладут планки 5 высотой 10 мм. Вровень с ними на поверхность наполнительной смеси насеивают слой облицовочной смеси 4. Убрав планки, слой облицовочной смеси уплотняют линейкой до уровня брусков (рисунок ниже).
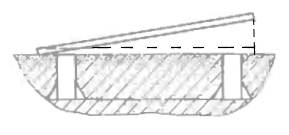
На мягкой постели можно отливать изделия небольшой массы. Масса металла большой отливки может продавить слабый слой формовочной смеси мягкой постели, и изделие может получить подутость.
При изготовлении в почве крупных отливок применяют твердую постель (рисунок ниже).
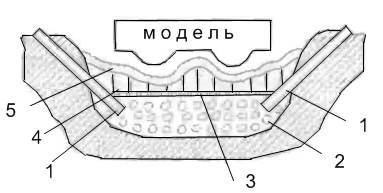
Ее приготовляют следующим образом.
В почве роют яму, длина и ширина которой больше модели на 200-300 мм, глубина — на 300-400 мм.
Дно ямы уплотняют и засыпают слоем мелкого кокса 2. Для вывода газов, образующихся в почве при заливке формы, из слоя кокса на поверхность выводят трубы 1.
Слой кокса закрывают сеткой 3, препятствующей засорению его при формовке. Затем слоями толщиной до 100 мм в несколько приемов заполняют яму наполнительной смесью 4 до тех пор, пока до верхнего края не останется расстояние больше высоты модели на 100 мм. Каждый слой смеси утрамбовывают и накалывают вентиляционной иглой до коксового слоя. На поверхность верхнего слоя смеси насеивают слой облицовочной смеси 5.
Закрытую формовку в почве применяют и при изготовлении высоких крупных отливок. При этом формовку производят на твердой постели Кроме того, осаживание высоких моделей в почву молотком недопустимо. Это может привести к разрушению модели и высокой степени уплотнения смеси под моделью.
Высокие модели после установки и проверки в почве формуют, подбивая формовочную смесь под модель с боков. При формовке в почве разъемных моделей нижнюю часть модели заформовывают в почве. Верхнюю часть модели, установленную на поверхности разъема формы, заформовывают в опоке. Все последующие операции приготовления формы аналогичны обычной формовке по разъемной модели.
Собранную форму нагружают. Чтобы не повредить полуформу в почве, под углы опоки укладывают опоры.
Твердая постель отличается от мягкой тем, что при ее изготовлении для увеличения газопроницаемости применяют коксовый слой и накалывают вентиляционные каналы, а для увеличения прочности слои смеси уплотняют. Рельеф верхнего слоя постели делают в соответствии с нижней поверхностью укладываемой в нее модели.
Изготовление открытых форм.
Рассмотрим изготовление литейной формы плиты для настила полов. У этой отливки должны быть ровными и гладкими лицевая и боковые поверхности, чистота нижней стороны не важна. Поэтому такую отливку можно получить в форме с открытой верхней поверхностью. Такую формовку в почве называют открытой формовкой.
При изготовлении открытых литейных форм, чтобы устранить возможность перелива металла через край формы при заливке и получить отливку с ровными краями, модели делают несколько выше их нормальной высоты. При этом нормальную высоту модели отмечают на ее торце риской.
Процесс формовки плиты состоит из следующих операций:
- Деревянную модель плиты укладывают на приготовленную в почве мягкую постель и легкими ударами молотка по деревянной планке, положенной на модель, равномерно осаживают ее в почву (рисунок а).
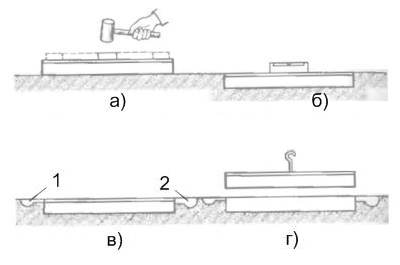
- Уровнем проверяют горизонтальность положения модели в почве. Формовочную смесь вокруг модели уплотняют, излишек срезают вровень с поверхностью модели (рисунок б).
- С одного торца модели прорезают питатель 1 с приемной чашей. С другого торца на уровне риски на модели — отводной канал 2 (рисунок в). Если питатели выполняют с двух торцов полости формы, отводной канал прорезают сбоку.
- Для увеличения газопроницаемости почвы вокруг модели накалывают вентиляционные каналы.
- Перед удалением модели из формы формовочную смесь вокруг нее слегка смачивают водой для увеличения прочности стенок формы. В центр модели ввертывают подъем, ударяя по нему с разных сторон, расталкивают модель и вынимают ее из формы (рисунок г).
- Поверхность формы отделывают. Для увеличения огнеупорности ее стенок полость формы припыливают или присыпают мелким кварцевым песком. Заливку металла в форму производят до тех пор, пока он не появится в отводном канале, т. е. пока форма не заполнится на должную высоту.
Формовка в почве с опокой.
Более сложные отливки с выступами и углублением на верхней и нижней поверхностях отливать в почве в открытой форме невозможно.
Для таких отливок в почве изготовляют закрытые или комбинированные формы, когда нижнюю часть формы изготовляют в почве, а верхнюю — в опоке. Для изготовления комбинированной формы поступают следующим образом:
- Приготовленную для формовки модель осаживают в почву (как при формовке в почве). При этом строго выравнивать положение модели по уровню не следует, так как полость формы при заливке будет закрытой и уровень металла в ней будет определяться поверхностью полости формы в опоке.
- Уплотняют смесь вокруг модели, заглаживают поверхность разъема формы, посыпают ее разделительным песком.
- Заформованную в почве модель перекрывают опокой и, фиксируя ее положение колышками, вбитыми в почву у стенок опоки, формуют опоку.
- Заформованную опоку снимают, отделывают, как верхнюю часть формы. В почве у модели прорезают питатели и удаляют из формы модели.
- Опоку по колышкам устанавливают на место, нагружают ее и готовят форму для заливки.
Правильная нагрузка опоки при формовке в почве имеет особое значение. Например, опока, нагруженная малым грузом, при заливке может подняться под действием давления металла, и металл выйдет наружу. Чрезмерный груз на опоке может вдавить опоку в нижнюю часть формы и поломать ее. Поэтому массу груза для крепления формы перед заливкой рассчитывают, исходя из подъемных сил, возникающих при заливке металла в форму и соответственно массы верхней части формы. По практическим данным, масса груза на опоке должна быть примерно в 3 раза больше массы отливаемого изделия.