На практике применяют несколько способов выплавления модельного состава из форм:
1) в ваннах с горячей водой
2) с помощью подогретого воздуха или пара, направляемого в литниковую чашу оболочки модельного блока
3) нагретым модельным составом
4) в печах, применяемых для прокаливания форм.
Последний способ чаще используют не как способ выплавления, а как способ выжигания, так как модельный состав при этом не только расплавляется, но и выгорает.
В зависимости от размера формы и типа модельного состава модели могут выплавляться непосредственно из корочки огнеупорного покрытия или из форм, приготовленных для прокаливания.
При производстве художественных отливок наиболее часто модели выплавляют в ваннах с горячей водой. Преимущества этого способа следующие:
- Возможность более полного (на 80—95% использования выплавляемого модельного состава для изготовления моделей (многократное использование).
- При выплавлении моделей в ваннах с горячей водой модельный состав начинает плавиться у стенок формы раньше, чем вся остальная масса, что дает возможность остальной части модели свободно расширяться при нагревании, не оказывая давления на форму.
- Появляющийся на внутренней поверхности формы после выплавления модели (от взаимодействия этилсиликата со стеарином поверхностного слоя модели) белый налет — «пепел» при выплавлении моделей в водяных ваннах легко смывается горячей водой.
Для выплавления моделей горячей водой модельные блоки устанавливают в специальное приспособление — комплектодержатель 1 литниковой чашей вверх и погружают в ванну 2 с водой, температура которой 85—90 °С (рисунок ниже).
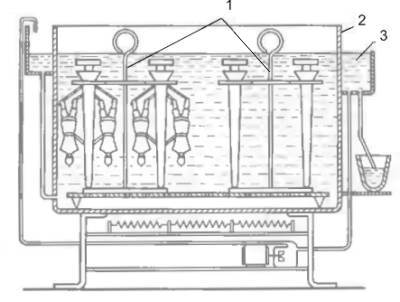
Ванна для выплавления моделей горячей водой
Через 1—2 мин после погружения модельного блока в ванну металлический стержень стояка прогревается и освобождается от слоя модельного состава; после чего стержень удаляют для дальнейшего использования, а модельный блок продолжают выдерживать до полного выплавления из формы модельного состава. При этом модельный состав, будучи легче воды, поднимается из формы (в виде капелек) на поверхность воды и по мере накопления сливается в отделитель 3 модельного состава, расположенный сбоку ванны. После выплавления моделей комплектодержатель с формами вынимают из ванны. Керамические формы вынимают из приспособления, выливают из них воду и не менее двух раз промывают их внутреннюю поверхность горячей водой. Промытые керамические формы устанавливают на стеллажах для сушки. Сушат их в течение 3 ч при температуре 20—25°С. В керамических формах с расположенными внутри стержнями удаляют вставленные при чеканке модели шпильки, образующие каналы для выхода из стержня газов при заливке формы металлом.
Восстановление выплавленного модельного состава.
В процессе выплавления модельного состава свойства стеарина ухудшаются, он омыляется и становится хрупким, модели при этом получаются с шероховатой поверхностью. Для восстановления прежних свойств выплавленный парафино-стеариновый модельный состав подвергают специальной обработке (восстановлению). Для этого в ванну из коррозионно-стойкой стали заливают 5 %-ный водный раствор соляной кислоты (плотность 1,19 г/см*). Раствор нагревают до 70—80 °С и загружают в него предназначенный для восстановления модельный состав. В ванне раствор доводят до кипения и кипятят в течение 25—30 мин. Нагрев ванны прекращают, раствор с возвратом отстаивают в течение 20 мин. Затем обработанный возврат спускают через кран и разливают в формы для охлаждения.