Наиболее распространенным способом изготовления малых форм для художественных отливок является кусковая формовка. Однако вследствие сложности выполняемых операций этот способ требует высокой квалификации и большого опыта, а процесс кусковой формовки занимает много времени. Кроме того, в большинстве случаев кусковая формовка связана с необходимостью сушки изготовленных форм и их частей (кусков), на что тратится много времени и расходуется электроэнергия. Все это повышает стоимость выпускаемых отливок.
В современной практике производства отливок малых скульптур находит применение известный в производстве машиностроительных отливок способ кусковой формовки в стержнях. Сущность способа кусковой формовки художественного литья в стержнях заключается в том, что части (куски) литейной формы изготовляют не на поверхности модели, что собственно и составляет основную сложность способа кусковой формовки, а в специально изготовленных стержневых ящиках. Размеры и поверхность изготовляемых в них стержней ( кусков ) соответствуют размерам и поверхности кусков, изготовляемых на модели способом кусковой формовки.
Для кусковой формовки в стержнях модель отливаемого изделия, разделенная на необходимое число частей, располагается на двусторонней подмодельной плите. В зависимости от размеров модели и ее знаков на плите можно располагать несколько моделей. Металлические знаки на плите делают в тех местах, где на модели будут располагаться куски при обычной кусковой формовке. Число стержневых ящиков должно равняться числу знаков у модели на обеих сторонах плиты.
При наличии такой модельной плиты и стержневых ящиков получение литейной формы для художественной отливки не представляет большой сложности. Полуформы изготовляют по модельной плите из формовочной смеси, применяемой для формовки по-сырому, а стержни (куски) — в металлических ящиках (если необходимо— с применением каркасов). Физико-механические свойства стержневой смеси должны соответствовать свойствам смеси, применяемой для набивки кусков при обычной кусковой формовке.
Рассмотрим процесс кусковой формовки в стержнях на примере изготовления литейной формы для пресс-папье «Чертик».

Статуэтка «Чертик», изготовленная методом кусковой формовки в стержнях.
Пресс-папье изготовляют по двусторонней модельной плите с расположенными на ней двумя моделями с литниковой системой и выпором ( рисунок ниже).
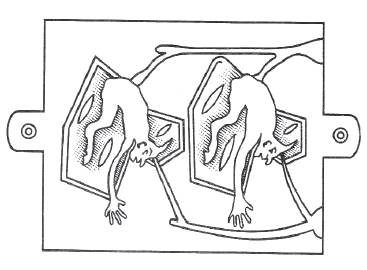
Каждая из моделей, расположенная на обеих сторонах плиты, имеет знаки, соответствующие размерам изготовляемых при обычной кусковой формовке кускам формы.
Процесс изготовления литейной формы следующий.
- Хорошо очищенную модельную плиту укладывают на перевернутую верхнюю опоку и накрывают нижней опокой так, чтобы ее штыри прошли через втулки плиты и ушки верхней опоки.
- Поверхности моделей в опоке припыливают древесноугольной пылью и насеивают на них слой облицовочной смеси, предназначенной для форм, заливаемых в сыром состоянии. Затем опоку заполняют смесью до верха и набивают ее в два приема с подчеканкой.
- Обе опоки переворачивают вместе с модельной плитой и, так же как и первую, набивают вторую полуформу.
- Снимают верхнюю полуформу с плиты, а плиту с нижней опоки.
- Обе полуформы отделывают и на соответствующие места устанавливают в них заранее изготовленные и высушенные стержни-куски. В верхней полуформе стержни прикалывают.
- После установки стержней форму собирают для заливки.
При сборке формы следует обращать внимание на точность установки стержней в ее знаках. Нельзя допускать образования зазоров между стенками знака и стержня, что может привести к образованию на отливке швов.
Собранную форму устанавливают в пресс для заливки в вертикальном положении.
Описанная кусковая формовка в стержнях более удобна по сравнению с обычной кусковой формовкой. Во-первых, она упрощает процесс формовки и не требует высокой квалификации, так как формовка производится по модельной плите. Изготовлять куски в стержневых ящиках значительно проще, чем на модели.
Во-вторых, кусковая формовка в стержнях даст возможность заливать литейные формы в сыром состоянии и исключает их сушку, которая при обычной кусковой формовке занимает значительную часть времени технологического процесса изготовления литейной формы. Все это повышает производительность труда и снижает себестоимость отливок.