Пригодные для изготовления литейных форм формовочные пески с необходимым содержанием глины встречаются в карьерах редко. Исключением являются некоторые пески Каслинских карьеров на Урале (Лазаретский и Конский). В большинстве же случаев глину и песок добывают отдельно и смешивают в определенных пропорциях для получения смеси, необходимой для формовки. На рисунке ниже показана схема структуры формовочной смеси.
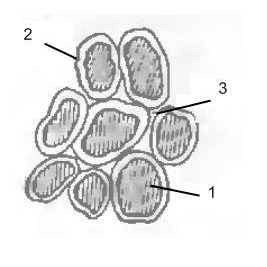
Основную часть смеси составляют зерна 1 песка, оболочка глины 2 обеспечивает склеивание зерен песка и прочность смеси. Междузерновые пространства 3 обеспечивают газопроницаемость смеси. Для получения художественной отливки, имеющей сложный рисунок поверхности и тонкие стенки, большую роль играет качество формовочной смеси, из которой приготовляют литейную форму. Качество формовочной смеси определяется следующими качествами:
- прочностью
- пластичностью
- газопроницаемостью
- газотворной способностью
- огнеупорностью
- однородностью
- податливостью
- долговечностью.
Прочность. Полость литейной формы художественной отливки имеет большое число выступов, углублений, отпечатков рисунков различной величины и сложности. Эти элементы могут легко разрушиться при разборке, сборке, переноске и заливке формы металлом. Если отдельные частицы формовочной смеси не будут прочно связаны между собой, форма не будет способна сопротивляться действующим на нее разрушающим усилиям. Свойство формовочной смеси противостоять разрушающим усилиям, возникающим в процессе изготовления литейной формы, ее транспортирования и заливки, называется прочностью.
Прочность формовочной смеси зависит от количества в ней глины и влаги, от формы и поверхности зерен песка и степени уплотнения смеси в форме. Чем больше в смеси глины при нормальном содержании влаги, тем равномернее на каждом зерне песка слой глины, тем прочнее зерна смеси склеены между собой. Чем шероховатее поверхность зерен смеси и выше степень уплотнения ее в форме, тем прочнее формовочная смесь.
Пластичность. Свойство формовочной смеси воспроизводить во влажном состоянии поверхность модели и сохранять отпечаток во время заливки формы называется пластичностью. Пластичность формовочной смеси зависит от размера зерен песка, количества содержащейся в ней глины, влаги и способа приготовления смеси. Чем мельче зерна песка смеси и больше между ними глины, тем легче и полнее они заполняют мелкие складки поверхности модели.
Газопроницаемость. При заливке формы образуется большое количество паров и газов. Они появляются под действием высокой температуры заливаемого металла главным образом в результате испарения из смеси влаги и сгорания органических составляющих смеси. Кроме того, некоторое количество газа выделяет и заливаемый в форму металл.
Газы препятствуют нормальному заполнению металлом полости формы. Заполнение полости металлом может быть неполным, если газы не будут своевременно удалены из формы. При повышенном давлении газа в форме он может проникать в жидкий металл и образовывать газовые раковины в отливках.
Полость формы заполняется металлом нормально, если в процессе заливки газ из нее выходит через вентиляционные каналы формы или непосредственно через ее стенки — уплотненную формовочную смесь. Способность формовочной смеси пропускать через стенки формы пары и газы, образующиеся при ее заливке, называется газопроницаемостью. Газопроницаемость формовочной смеси зависит от однородности, размера и формы зерен песка, количества глины и влаги, находящихся в смеси, и от степени уплотнения смеси в форме. Формовочные смеси с крупными округлой формы зернами песка, с небольшим содержанием глины и влаги обладают хорошей газопроницаемостью. Смеси с мелкими остроугольной формы зернами песка, с большим содержанием глины и влаги имеют меньшую газопроницаемость. Частицы песка в такой смеси, плотно прилегая друг к другу, оставляют малые между- зерновые пространства, являющиеся каналами для газов в стенках формы. Сильное уплотнение смеси в форме снижает ее газопроницаемость.
Газотворная способность. Газотворная способность —способность формовочной смеси выделять газы при нагревании (заливке формы). Высокая газотворная способность формовочной смеси (зависящая от количества в ней газообразующих примесей) отрицательно влияет на качество отливки. Так, формовочная смесь с нормальной газопроницаемостью, но с высокой газотворной способностью может быть причиной образования газовых раковин в отливке. И, наоборот, при использовании смеси с малой газопроницаемостью и малой газотворной способностью можно получить отливки без этих дефектов.
Поэтому лучшей считается такая формовочная смесь, у которой газотворная способность меньше. Формовочная смесь не должна выделять большого количества газов, особенно сразу после заливки формы, когда газ, стремясь выйти из формы, могут проникнуть в еще не затвердевший металл и оставаться в нем, в результате чего могут образоваться газовые дефекты.
Огнеупорность. При заливке формы металлом ее стенки подвергаются действию высокой температуры, а слой формовочной смеси, соприкасающейся с металлом, может образовать на поверхности отливки трудноотделимую корку пригара. В этом случае отливка будет иметь неровную шероховатую поверхность, очистка которой иногда стоит дороже самой отливки. В отливках художественных изделий, имеющих сложную поверхность, пригар во многих случаях считается неисправимым браком. Хорошая формовочная смесь не должна оплавляться при соприкосновении с металлом; температура оплавления-спекания смеси должна быть выше температуры заливаемого в форму металла. Способность формовочной смеси сопротивляться оплавлению под действием температуры металла называют огнеупорностью.
Огнеупорность смеси зависит от размеров зерен песка и его химического состава. Чем крупнее зерна, тем труднее металлу оплавлять их при заливке формы, тем меньше смесь будет пригорать к стенкам отливки. Чем меньше в смеси легкоплавких составляющих, тем выше ее огнеупорность.
Однородность. Формовочная смесь считается однородной, если ее технологические свойства одинаковы по всему объему. Однородность смеси обеспечивается сосредоточенной структурой ее зернового состава и равномерным распределением составляющих компонентов путем тщательного перемешивания при приготовлении. Однородность смеси обеспечивает ей хорошую газопроницаемость и прочность.
Податливость. Залитый в форму металл при кристаллизации и охлаждении уменьшается в объеме, и размеры готовой отливки будут несколько меньше размеров полости формы. Такое явление называют объемной усадкой.
Литейная форма, особенно та ее часть, которая образует внутреннюю полость отливки (выступ, стержень), не должна сопротивляться усадке металла отливки. В противном случае из-за напряжений, возникающих в металле, в стенках отливки могут образовываться трещины Свойство формовочной смеси, характеризующее сопротивление усадке отливки в форме, называется податливостью.
Долговечность. Долговечность формовочной смеси — это ее способность сохранять свои первоначальные свойства после многократного использования. Под действием высокой температуры металла, заливаемого в форму, зерна песка смеси растрескиваются, глина теряет свою связующую способность и превращается в пыль. Для дальнейшего использования такой смеси ее следует освежать, т. е. добавлять в нее свежие материалы и отсеивать мелкие частицы — пыль.
Долговечность формовочной смеси зависит от правильного обращения с ней и ее хранения. Бережное обращение со смесью правильное ее использование увеличивает срок службы смеси, сокращает расход формовочных материалов, снижает стоимость отливок.