Неразъемные модели сложных изделий нельзя удалить из формы, не повредив ее стенок. Поэтому для удобства изготовления литейной формы модели таких изделий делают разъемными.
Как осуществить формовку по разъемным моделям и моделям с отъемными частями, можно понять на примерах изготовления литейных форм для простых детских игрушек, представляющих собой уменьшенные оригиналы предметов домашнего обихода. Следует заметить, что несмотря на внешнюю простоту этих изделий, изготовление литейных форм для них требует большого опыта и умения. Сложность изготовления литейных форм для детских игрушек заключается в их малых размерах. Достаточно сказать, что диаметр игрушки «Горшок» равен 36 мм. В литейных формах таких изделий часто имеются небольшие болванчики, не выдерживающие при заливке формы давления движущегося металла — они всплывают или разрушаются. Высокая степень уплотнения смеси, гарантирующая целостность формы, уменьшает ее газопроницаемость и ведет к образованию неровной, шероховатой поверхности отливки или к возникновению газовых раковин.
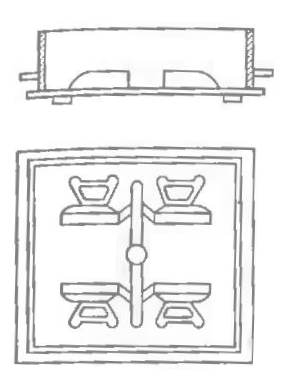
В качестве примера формовки по разъемной модели рассмотрим изготовление литейной формы для игрушки «Утюжок».
Чугунную или бронзовую модель утюжка делают пустотелой с разъемом по вертикальной плоскости, проходящей через ручку. Половинки модели соединяют между собой шипами, укрепленными в ручке и корпусе утюжка. В опоке формуются четыре модели.
Порядок операций формовки следующий.
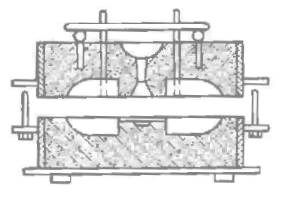
- На подмодельную плиту укладывают четыре половинки моделей без шипов и модель питателей литниковой системы, затем накрывают их нижней опокой и формуют ее в обычном порядке (рисунок ниже).
- Готовую полуформу переворачивают вместе с подмодельной плитой. На поверхность разъема укладывают вторые половинки моделей, а между ними модель шлакоуловителя и стояка (рисунок ниже).
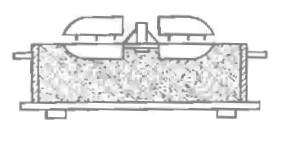
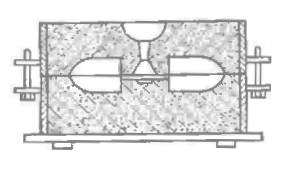
Вворачивают в модель подъемы, необходимые для удержания верхних половинок моделей в верхней полуформе при разъеме формы. Припыливают поверхность разъема, устанавливают верхнюю опоку и формуют ее (рисунок ниже).
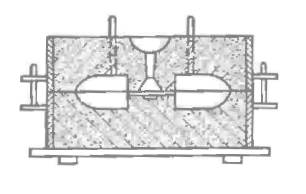
- На поверхности заформованной верхней опоки закрепляют подъемы моделей (рисунок ниже) и удаляют модель стояка.
Затем верхнюю полуформу снимают и, поставив ее на ребро, вывинчивают подъемы моделей.
- Извлекают модели из верхней и нижней полуформ, а затем исправляют их отпечатки и собирают форму для заливки (рисунок ниже).
При формовке таких моделей проще было бы не крепить половинки моделей к верхней полуформе, а оставить их при разборке формы, на нижней полуформе. Однако при таком способе возникает опасность поломки формы. Во избежание этого необходимо удалять модель из формы, а не снимать форму с модели.
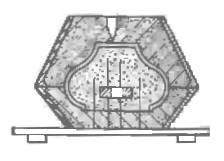
Наиболее сложной формовкой по разъемной модели является формовка детской игрушки «Горшок» (рисунок ниже).
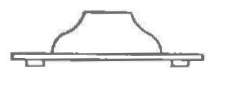
Модель горшка на подмодельной плите
Сложность изготовления литейной формы горшка заключается в устройстве и креплении в нижней опоке небольшого болванчика, который может быть легко разрушен заливаемым в форму металлом. Горшок формуют по бронзовой разъемной модели с хорошо отполированной поверхностью, состоящей из двух частей — венца и латочки. Части модели соединяют в процессе формовки замком, имеющим вид кольцевых выточек на обеих частях модели.
Процесс формовки состоит в следующем.
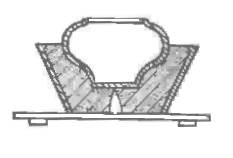
- Модель латочки с щелевым литником заформовывают в верхней опоке (рисунок ниже).
Опоку переворачивают и снимают подмодельную плиту.
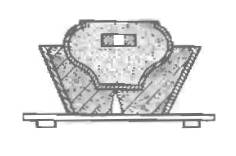
- Очищают выточку замка модели латочки от попавшей в нее смеси и устанавливают на ней модель венчика (рисунок ниже).
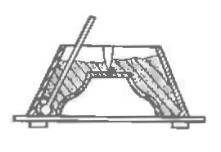
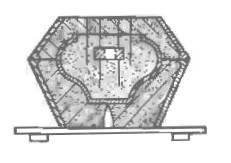
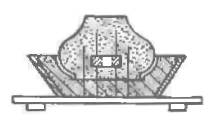
- Внутрь модели насеивают облицовочную смесь и, слегка уплотнив ее пальцем, вставляют каркас в виде пустотелого грузика. Такой каркас, увеличивая массу и прочность болвана, предотвращает сдвиги болвана в форме и его подъем при заливке металла. После этого, придерживая венчик модели от подъема, уплотняют формовочную смесь внутри модели вокруг грузика и на поверхности болвана (рисунок ниже).
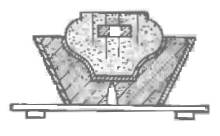
Подготовив поверхность разъема формы, снимают модель венчика, обнаженную часть болвана припыливают порошком древесного угля, а модель венчика устанавливают на прежнее место. Такая операция необходима для увеличения огнеупорности болвана. После этого поверхность разъема припыливают, устанавливают нижнюю опоку, и скрепив ее с верхней, формуют (рисунок ниже).
- С заформованной нижней опоки срезают излишек смеси, накалывают в ней вентиляционные каналы. Затем, раскрепив опоки, с верхней полуформы снимают нижнюю, смачивают края болвана у стенок модели венчика и, слегка поворачивая, снимают модель венчика с болвана (рисунок ниже).
Обе полуформы припыливают и нижнюю устанавливают на верхнюю (рисунок ниже).
- Скрепив опоки, форму осторожно переворачивают. Из верхней полуформы удаляют модель литника, а затем снимают ее с нижней полуформы. Металлической проводкой в снятой полуформе прорезают щелевой литник и в нижней полуформе с болвана снимают модель латочки (рисунок ниже).
Просвет между стенками нижней полуформы и болваном (полость венчика) следует осторожно очистить мягким пером и продуть, удаляя возможные засоры. После этого обе полуформы припыливают и собирают форму для заливки (рисунок ниже).