Эту формовку применяют для отливки единичных крупногабаритных изделий типа тел вращения, имеющих диаметр более метра, когда изготовление больших моделей связано с определенными трудностями. Примером таких изделий служат декоративные колеса, колокола, ниши фонтанов и т. д. Формы для них изготавливают с помощью шаблона вращения. При отливке деталей типа труб, колонн применяются протяжные шаблоны.
Например, форма для чаши фонтана диаметром 2 м и высотой 0,5 м изготавливается с помощью двух шаблонов. Один шаблон для опоки оформляет наружную часть чаши, а другой шаблон оформляет внутреннюю часть ниши. Они изготовлены из досок и имеют вырез, по размеру и форме соответствующий полупрофилю отливаемого изделия. Шаблоны крепятся с помощью втулки на вертикальной оси. В случае формовки по шаблону обычно применяется комбинированный способ, при котором нижняя форма изготавливается в почве, а верхняя – в деревянной опоке.
Формовка по шаблону проводится в такой последовательности:
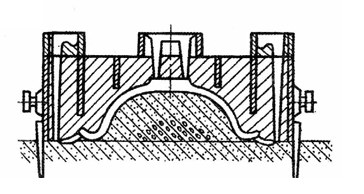
- Подготавливают почву (постель) для формовки и устанавливают вертикальный вал. Вертикальность положения вала следует тщательно проверить. Яму засыпают формовочной смесью. Вокруг вала до уровня верхнего опорного кольца, на которое опирается втулка шаблона, насыпают формовочную смесь и уплотняют ее (рисунок ниже).

Внутренний слой болвана содержит кокс для улучшения газопроницаемости будущей формы.
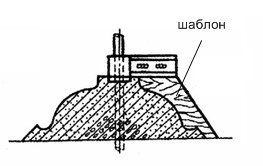
- На вал надевают шаблон и, вращая его, обтачивают уплотненный болван, приобретающий форму и диаметр наружной поверхности чаши (рисунок ниже).
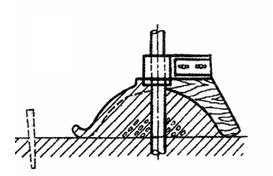
- После обточки болвана протяжными шаблонами прорезают лепестки наружной поверхности чаши, хорошо заглаживают и закрашивают графитом (рисунок ниже).

- На подготовленный болван устанавливают опоку и фиксируют ее с четырех сторон вбиванием деревянных колышков. По этому болвану формируют опоку (рисунок ниже).
- Заформованную опоку по колышкам, как по штырям, снимают и доводят. Отверстия от шпинделя заделывают формовочной смесью. Выполняют литниковую систему, накалывают газоотводы.
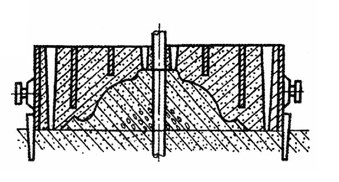
- На вал надевают шаблон и, вращая его, обтачивают болван, снимая с него слой, равный толщине стенки будущей отливки (рисунок ниже).
- Формуют поверхность полученного болвана и припыливают ее графитом.
Снятую опоку по колышкам устанавливают на место. На ее поверхность, соосно с отверстиями стояков и выпоров, устанавливают нарощалку для увеличения металлического напора (рисунок ниже).