Особенность изготовления литейных форм для бюстов по сравнению с другими видами художественных отливок состоит в том, что их модели всегда имеют сложную поверхность, точность выполнения которой является непременным условием получения качественной отливки. Малейшее искажение в форме отпечатка поверхности модели приводит к нарушению портретного сходства отливки с оригиналом. Поэтому правильное деление сложной поверхности модели на части и изготовление на ней кусков представляет основную сложность процесса формовки бюстов.
При изготовлении этих форм следует помнить следующие правила:
- При изготовлении фальшивой опоки укладывать модель в опоку так, чтобы наиболее сложная часть ее поверхности (с поднутрениями и выступами) располагалась вверху. Лучше, если часть модели, углубляемая в фальшивую опоку, не имеет поднутрений, а стало быть, и кусков.
- В процессе изготовления кусков следует стремиться сосредоточить большее их число в нижней полуформе. Куски к верхней полуформе приходится крепить, чтобы они не могли выпасть из нее в процессе сборки формы. В то же время сами операции крепления кусков к стенке формы могут привести к их разрушению.
- Изготовление кусков в форме следует производить снизу с поверхности фальшивой опоки, постепенно заполняя поднутрения модели до верха.
- При делении поверхности на части нужно выделять для каждого куска возможно большую поверхность модели. Одним куском следует закрывать несколько смежных поднутрений, имеющих аналогичный уклон так, чтобы кусок мог быть снят с поверхности модели в одном направлении.
Правильность деления поверхности модели на части, для изготовления на них кусков, определяется опытным путем. При отсутствии опыта, чтобы избежать неудач при разборке формы и извлечении из нее модели, следует изготовить формы с большим числом кусков. При этом, конечно, тратится больше времени на их изготовление, разборку и сборку формы. Желательно, чтобы каждый из кусков охватывал как можно большую часть поверхности модели. Тем самым сокращается число кусков в форме и меньше времени уходит на изготовление формы. Кроме того, улучшается качество отливаемых изделий. Меньшее число кусков в форме дает соответственно меньшее число швов на поверхности отливки, благодаря чему сокращается процесс механической обработки изделия, устраняется возможность случаев отклонения формы изделия от оригинала.
В качестве примера рассмотрим формовку настольного бюста. Литейную форму для него изготовляют по неразъемной латунной модели.
Формовка состоит из следующих операций:
- Начинают с изготовления фальшивой опоки способом вдавливания модели. В фальшивой опоке модель укладывают на «спину» ( рисунок Б ниже).
- Оформив поверхность разъема, модель припыливают и приступают к набивке кусков формы в порядке и местах, показанных на рисунке А ниже.
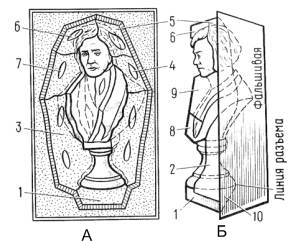
Кусками заформовывают части поверхности модели, имеющие поднутрения, с которых трудно снять полуформу, не повредив ее стенок. Части модели, с которых можно снять форму без повреждения (лицо, борт одежды и верхняя часть основания — постамента бюста), оставляют незаформованными.
Набивку кусков в форме начинают с куска 1, расположенного у основания бюста. Подрезав поверхность куска на верхней его грани, вырезают знак.
- Куски 2 и 3 изготовляют на боковых поднутрениях модели. Границы этих кусков проходят так: нижняя — по поверхности фальшивой опоки, верхняя — по борту одежды.
- Набивают кусок 4, располагающийся на плече и примыкающий к соседнему куску 2. Кусок 2 хорошо присыпают (натирают) древесноугольным порошком и заглаживают, чтобы при разборке формы он легко отделялся от кусков, примыкающих к нему, а в процессе изготовления последующих кусков к нему не прилипала формовочная смесь.
- Так же изготовляют куски 4 и 5, 6 и 7, располагающиеся вокруг головы бюста на фальшивой опоке.
- На верхней части модели изготовляют куски 8 и 9, прикрывающие шею и борт одежды ( рисунок Б выше).
- Припылив поверхности кусков и оставшуюся свободной поверхность модели (незакрытую кусками), на фальшивую опоку устанавливают нижнюю опоку. Свободную поверхность модели обкладывают облицовочной смесью. Оставшуюся часть опоки заполняют наполнительной формовочной смесью и уплотняют ее так, чтобы получить достаточную плотность формы и не повредить прилегающие к поверхности модели куски.
В том случае, если при формовке остается свободная поверхность модели, опоку набивают в два приема. Первый заканчивается после того, как уплотненная в опоке формовочная смесь будет составлять над поверхностью модели слой 25—30 мм. После этого опоку снимают, очищают мягкой щеткой поверхность модели, припыливают ее древесноугольным порошком и, установив снятую опоку, продолжают засыпать в нее смесь и уплотнять ее до верха. Такую операцию называют подчеканкой формы. Цель подчеканки при кусковой формовке та же, что и при формовке по-сырому, — увеличение резкости отпечатка поверхности модели в форме. Выполнение подчеканки при кусковой формовке отличается тем, что ее производят не моделью, а формой, прижимая ее к припыленной древесноугольным порошком модели в процессе уплотнения формы на втором этапе.
Для получения ровной поверхности смеси в опоке и предотвращения возможности поломки кусков верхний слой смеси в опоке уплотняют деревянным бруском. В этом случае сила удара распределяется на большую часть поверхности смеси, соответственно и деление на куски в опоке более равномерное. Уплотненную таким образом поверхность смеси в опоке натирают сухим древесноугольным порошком. Чтобы исключить возможность прилипания к ней смеси, что может привести в дальнейшем к выдавливанию формы при установке ее в пресс для заливки.
- Нижнюю полуформу переворачивают вместе с фальшивой опокой, последнюю снимают. Дополнительно уплотняют поверхность кусков вокруг модели и подрезают их до получения необходимой поверхности разъема формы. Для удобства крепления конца каркаса стержня, который будет вставляться в форму при сборке, необходимо, чтобы разъем формы проходил через центр основания модели бюста. Поэтому поверхность разъема у основания модели подрезают до его середины, а оставшуюся часть закрывают куском 10 (см. рисунок Б выше), являющимся продолжением куска 1 в верхней полуформе.
- Закончив набивку куска 10, единственного, который будет располагаться в верхней полуформе, поверхность модели припыливают, ставят верхнюю опоку и производят ее формовку в два приема с подчеканкой.
- Снимают верхнюю полуформу, исправляют в ней отпечаток модели, снимают кусок 10 с нижней полуформы и укладывают его на соответствующее (по знаку) место в верхней полуформе. Кусок 10 следует закрепить шпилькой или приклеить клеем, так как он может выпасть при накрывании нижней полуформы верхней. Надо сказать, крепление кусков в форме клеем неудобен, так как куски в форме прилегают неплотно, и на отливке образуется грубый шов. На поверхности разъема в верхней полуформе к плечу бюста прорезают литниковый канал, к центру головы — выпор.
- Поверхность разъема в нижней полуформе припыливают, устанавливают на нее деревянную рамку, размеры которой равны размерам опоки, заполняют ее наполнительной смесью и, прикрыв деревянным щитком сверху, переворачивают вместе с нижней полуформой.
- Нижнюю полуформу снимают, легко ударяя деревянным молотком по поверхности смеси в ней так, чтобы модель с прилегающими к ней кусками осталась на смеси в рамке. Рамку используют для того, чтобы было удобнее снимать куски с модели, так как некоторые из них приходится снимать, подрезая около них смесь.
- Ланцетом и специальной иглой с модели снимают кусочки в порядке, обратном их изготовлению (последний кусок снимают первым). В каждом куске (после снятия с модели) исправляют возможные повреждения, припыливают поверхность древесноугольным порошком, излишек его сметают мягкой кистью. Готовые куски укладывают на песчаную постель для сушки.
- В специальном стержневом ящике изготовляют центральный стержень для формы.
- Обе полуформы, куски и стержень сушат.