Оригиналы различного рода плоских деталей скульптурных групп изготовляют из пластилина, воска или гипса. Эти материалы удобны для лепки, но недостаточно прочны для моделей. Модели, изготовленные из пластилина и воска, легко изменяют свою форму под незначительным давлением. Оригиналы из гипса несколько прочнее, поэтому их можно использовать как модели. Однако при незначительной толщине стенки они тоже недолговечны, поэтому для большей прочности изготовляют модели с обратной стороны плоскими, т.е. без впадин, соответствующих рельефу из лицевой стороны.
Гипсовая модель ( вследствие малой плотности материала ), имеет небольшую массу, отливка же, изготовленная по ней из металла, будет тяжелой. Кроме того, массивная отливка будет иметь на поверхности большой пригар. Для уменьшения массы отливки на ее обратной стороне делают впадину, соответствующую рельефу лицевой стороны, т.е. толщину стенки отливки делают одинаковой по всей ее поверхности. На рисунке ниже показана гипсовая модель и готовая отливка барельефа А.С.Пушкина.
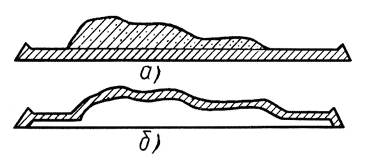
а) Гипсовая модель
б) Готовая металлическая отливка

Рельеф на обратной стороне отливки делается в процессе изготовления литейной формы, учитывая заданную толщину стенки будущей отливки.
Существуют два способа формовки по гипсовой модели: с рамкой и с подрезкой болвана.
Формовка с рамкой
Формовку с рамкой применяют при изготовлении литейных форм по гипсовым моделям, имеющим небольшую высоту и пологие стенки типа барельефов. Процесс изготовления формы заключается в следующем:
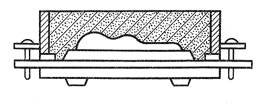
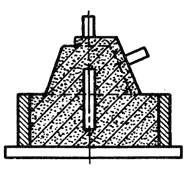
- Гипсовую модель укрепляют на подмодельной плите с отверстиями для штырей нижней опоки. На модельной плите формуют нижнюю опоку с подложенной под края рамкой. При этом смесь уплотняют особенно тщательно. Высоту рамки делают равной толщине тела будущей отливки (рисунок ниже).
- Заформованную опоку переворачивают вместе с модельной плитой.
- Постукивая по поверхности модельной плиты деревянным молотком, ее снимают с опоки. После этого с опоки снимают рамку.
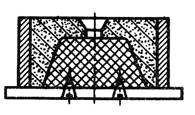
- Образовавшийся после удаления рамки выступ формовочной смеси над краями опоки срезают по всей поверхности разъема формы до уровня краев опоки (рисунок ниже).
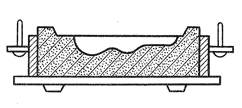
Таким образом, в полуформе получают отпечаток, который меньше высоты модели на толщину подкладываемой под края опоки рамки или толщину будущей отливки.
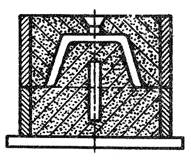
- По отпечатку в нижней опоке как по модели изготовляют верхнюю полуформу с литниковым каналом и выпором (рисунок ниже).
Верхнюю опоку формуют более внимательно и аккуратно, так как непрочную поверхность песчаной модели можно легко повредить при уплотнении смеси трамбовкой.
- Удалив щелевую литниковую систему, верхнюю полуформу снимают, исправляют и отделывают. Заформованную вначале нижнюю опоку с рамкой, служившую моделью для изготовления верхней полуформы, выбивают.
- Выбитую нижнюю опоку устанавливают на модельную плиту и формуют ее без рамки.
- Нижнюю полуформу переворачивают, модельную плиту снимают, отделывают получившийся отпечаток модели и прорезают питатель литниковой системы.
- Полуформы барельефа собирают (рисунок ниже).
Формовка по гипсовой модели с подрезкой болвана
Изготовление литейной формы по гипсовой модели способом формовки с рамкой можно применять не всегда. Например, если гипсовая модель имеет высокие вертикальные стенки с малым уклоном, то при формовке с рамкой эти стенки отливки получаются значительно тоньше верхних, и металл при заливке может заполнить не всю полость формы, а только ее верхнюю часть.
В таких случаях при формовке по гипсовой модели применяют формовку с подрезкой болвана. Процесс формовки следующий:
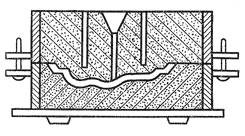
- На модельную плиту, как и прежде, устанавливают верхнюю опоку и формуют ее, сильно уплотняя в ней смесь (рисунок ниже).
- Заформованную опоку вместе с плитой переворачивают, модельную плиту снимают (рисунок ниже).
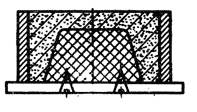
- Полученный отпечаток припыливают и по нему как по модели формуют нижнюю опоку, устанавливая элементы крепления болвана (рисунок ниже).
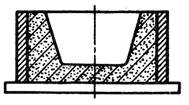
- Опоки переворачивают, верхнюю опоку снимают с болвана нижней полуформы (рисунок ниже).
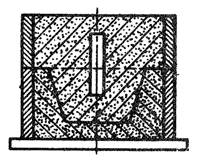
- Сняв нижнюю опоку, выбивают и производят ее повторную формовку на модельной плите, изготовляя на этот раз верхнюю полуформу с литниковой системой (рисунок ниже).
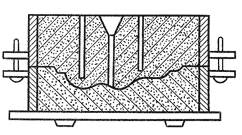
- Поверхность болвана в нижней полуформе припыливают и накалывают специально приготовленным щупом на глубину, равную толщине стенки будущей отливки.
Затем поверхность болвана срезают на глубину наколов и хорошо заглаживают.
- Нижнюю и верхнюю полуформы спаривают для заливки (рисунок ниже).
При массовом или серийном производстве отливок формовку по гипсовым моделям не производит, так как гипсовая модель непрочна и требует чрезвычайно аккуратного обращения. Кроме того, при формовке по массивной гипсовой модели приходится иметь дело с формовкой по отпечатку модели в верхней или нижней опоке, что требует определенных навыков. Bсе это делает формовку по гипсовым моделям непроизводительной. При большом числе отливок барельефов и подобных им изделий выгоднее и проще отливать описанным выше способом металлические модели и, обработав их, изготовить по ним отливки обычным способом в двух опоках с нижним или верхним болваном.
Литейные формы для объемных художественных изделий (бюсты, статуэтки и др.) изготовляют по гипсовым моделям обычным способом, как и по металлическим моделям. Но применение гипсовых моделей при кусковой формовке ограничивается тем, что при подрезке кусков в форме на ее сравнительно мягкой поверхности остаются следы подрезов. Это является причиной того, что модель быстро становится непригодной для дальнейшей работы.