В практике изготовления форм для художественных отливок часты случаи, когда модель имеет весьма сложную конфигурацию. Чтобы удалить такую модель из формы, не повредив ее стенок, формовщик вынужден разбирать форму не на две, как обычно, а на большее число частей, поэтому такие формы должны иметь не одну плоскость разъема, а две или несколько. Обычно число плоскостей разъема в форме определяет число опок, необходимых для изготовления литейной формы изделия. Например, если форма будет иметь одну плоскость разъема, формовку изделия производят в двух опоках, а при наличии в форме двух плоскостей поверхности разъема литейную форму такого изделии изготовляют в трех опоках и т. д.
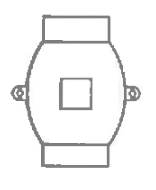
В качестве примера формовки в трех опоках рассмотрим процесс изготовления литейной формы для корпуса шкатулки (рисунок ниже).
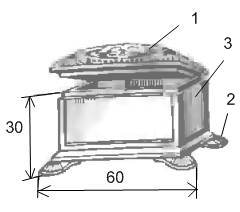
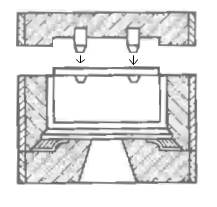
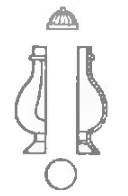
Латунная модель корпуса шкатулки состоит из четырех частей: корпуса 3, донышка 2 и двух ушек 4 шарниров для крышки 1. Крышку шкатулки отливают отдельно в форме из двух опок. Литейную форму корпуса шкатулки изготовляют в трех опоках. Высота средней опоки делается равной высоте корпуса модели, установленного на донышке с ножками. Процесс формовки шкатулки следующий:
- Модель корпуса шкатулки с укрепленными на ней отъемными частями устанавливают на специальной подмодельной плите, имеющей выступ, равный профилю нижней поверхности донышка модели, и накрывают средней опокой (рисунок ниже).
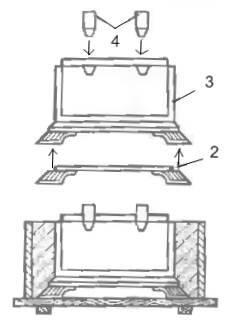
Поверхность модели припыливают, насеивают на нее облицовочную смесь и уплотняют эту смесь.
Излишек смеси в опоке осторожно (так как на боковой стороне модели расположены укрепленные в пазах отъемные части ушек) срезают сначала с болвана, расположенного внутри модели вровень с краями опоки и основания уступа модели, выполняя таким образом поверхность разъема формы между средней и нижней опоками. Чтобы в дальнейшем предотвратить сдвиг болвана, в центре его нужно вырезать знак (углубление). Тогда на поверхности разъема в нижней части формы образуется равный ему выступ, который будет удерживать болван от сдвига.
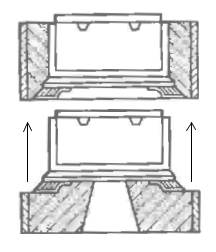
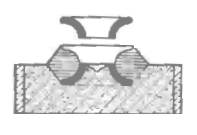
- Припылив поверхность разъема, устанавливают нижнюю опоку, наполняют ее смесью и уплотняют, излишек смеси срезают и делают несколько вентиляционных наколов в болване иглой (рисунок ниже).
- Обе заформованные опоки переворачивают, делают подрезку поверхности разъема формы между средней и верхней опоками, по профилю краев модели донышка. Поверхность разъема припыливают, устанавливают верхнюю опоку. Затем в центре модели донышка ставят щелевой питатель и опоку заформовывают. Срезав излишек смеси с опоки вокруг литника, делают несколько вентиляционных наколов иглой, затем извлекают модель литниковой системы и форму переворачивают (рисунок ниже).
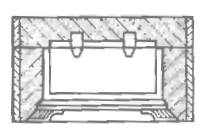
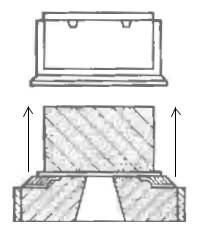
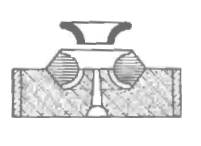
- Снимают нижнюю часть формы и устанавливают ее разъемом вверх, с помощью пинцета из нее удаляют отъемные части модели — ушки (рисунок ниже).
- Снимают среднюю часть формы так, чтобы модель осталась на болване верхней части формы (рисунок ниже).
В снятой части формы отделывают рабочую полость и плоскость разъема.
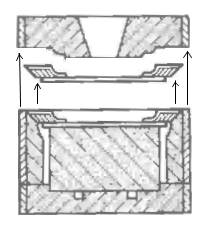
- В верхней части формы осторожно снимают с болвана модель (рисунок ниже).
Болван хорошо заглаживают, особенно его верхнюю часть, которая при заливке формы больше всего подвергается удару струи заливаемого в форму металла. Для придания большей прочности верхней части болвана ее желательно немного смочить.
- Среднюю и нижнюю части формы устанавливают на место. Собранную и скрепленную форму переворачивают на 180 0
- Снимают верхнюю часть формы, прорезают в ней проводкой щелевой питатель и заглаживают отпечаток модели донышка.
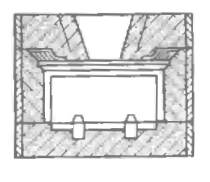
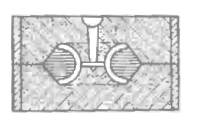
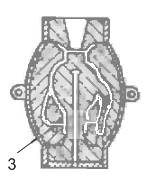
- Из средней части формы извлекают модель донышка и собирают форму для заливки (рисунок ниже).
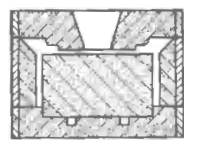
Готовая литейная форма шкатулки показана на рисунке ниже.
Формовка с перекидным болваном
Литейная форма из трех опок (как правило, требуется наличие специальных опок) может быть выполнена и в двух опоках с использованием способа формовки с перекидным болваном.
Рассмотрим формовку с перекидным болваном на примере изготовления литейной формы подставки (рисунок ниже).

Процесс формовки следующий:
- Половину модели подставки без шпилек устанавливают на модельную плиту, в полости модели располагают модель питателя, накрывают ее нижней опокой и формуют (рисунок ниже).

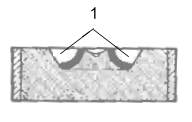
- Заформованную опоку переворачивают и подрезают смесь в местах 1, мешающих извлечению модели из формы (рисунок ниже).
- Устанавливают вторую половину модели, вокруг модели припыливают площадь подрезки, уплотняют смесь во впадине между половинами 3 модели (рисунок ниже).
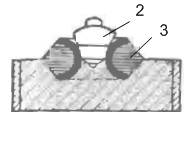
Для большей устойчивости при набивке перекидного болвана верхнюю половину модели нагружают грузом 2.
- Посыпают разделительным песком поверхность разъема формы, устанавливают верхнюю опоку. В центре модели на питатель ставят модель стояка, уплотняют смесь в опоке (рисунок ниже).
Удалив модель стояка, снимают верхнюю полуформу. В нижней полуформе с поверхности разъема болвана удаляют модель питателя. Затем снимают верхнюю половину модели (рисунок ниже).
- Верхнюю полуформу снова устанавливают на нижнюю, форму скрепляют и переворачивают. Снимают нижнюю полуформу (рисунок ниже).

Затем удаляют вторую половину модели и обе полуформы отделывают (рисунок ниже).
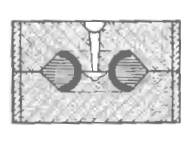
Снова накрывают верхнюю полуформу нижней и обе полуформы снова переворачивают. Разрез готовой формы подставки изображен на рисунке ниже.
Формовка с перекидным болваном характерна наличием многих операции, требующих высокой квалификации. Поэтому применение этого способа удобно при отливке небольшого числа изделий. При массовом производстве выгоднее заменять перекидной болван стержнем.
Формовка в четырех опоках
Более сложные по форме изделия, требующие (для извлечения из формы их моделей) деления формы на четыре части, формуют в четырех опоках. Примером изготовления такой литейной формы является формовка азиатского кумгана (рисунок ниже).

Латунная модель кумгана по внешним очертаниям не отличается от готового изделия без крышки. Она состоит из двух симметричных частей и отъемного донышка (рисунок ниже).
Плоскость разъема модели проходит вертикально через ручку и рожок.
Крышку кумгана отливают отдельно и монтируют на изделии в процессе его сборки. Части модели соединяют с помощью трех шипов, находящихся в утолщениях стенок одной части, во второй части расположены соответствующие им гнезда.
Формовку кумгана производят в четырех опоках: верхней, двух средних, по высоте немного больших высоты модели, и нижней. В плоском ребре нижней опоки крепится трубчатый каркас болвана.
Процесс формовки следующий:
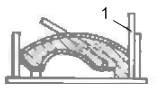
- Одну из половин модели корпуса кумгана (без шипов) устанавливают на подмодельную плиту, имеющую две вертикальные стойки (рисунок ниже). Затем ее накрывают одной из половин средней опоки

- Укрепив поставленную опоку между стойками плиты со стороны горла модели закладкой 1, опоку заполняют формовочной смесью и уплотняют ее через окно на боковой стенке опоки, как показано на рисунке ниже.
Затем опоку переворачивают вместе с модельной плитой, плиту снимают и устанавливают на ней заформованную опоку, как показано на рисунке ниже.
- Набивают полость рожка. В рожок заформованной нижней половины модели насыпают формовочную смесь и уплотняют ее. Излишек смеси срезают вровень с краями модели. На поверхность среза укладывают обмазанный белой глиной пустотелый каркас, имеющий форму рожка.Каркас обкладывают облицовочной смесью и уплотняют ее второй половиной модели.
- У горлышка кумгана и у конца рожка на поверхности разъема формы смесь подрезают в виде конуса. Присыпав вырезанное углубление разделительным песком, его заполняют смесью и придают поверхности форму болванчика 2, необходимого для опоры каркаса и стержня рожка (рисунок ниже).
Поверхность разъема формы вокруг модели посыпают разделительным песком и устанавливают вторую половину средней опоки. Обе опоки через ушки скрепляют винтами. Опоку заформовывают, так же как и первую, через окно в боковой стенке.
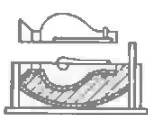
- Изготовленную часть формы устанавливают в положение, показанное на рисунке ниже.
В полость модели (до половины ее высоты) насыпают облицовочную смесь и уплотняют ее плоской деревянной набойкой. Затем устанавливают нижнюю опоку с прикрепленным к ее ребру каркасом, который входит в полость модели и служит для крепления болвана в форме. Нижнюю опоку соединяют со средними штырями, укрепленными в ее ушках. В полости разъема средних опок имеются соответствующие гнезда для штырей нижней опоки. Опоки скрепляют специальными скобами. Установив нижнюю опоку, продолжают уплотнять смесь внутри модели, а затем и в самой опоке. Во избежание попадания формовочной смеси в трубчатый каркас нижней опоки его отверстие в ребре опоки затыкают паклей.
- Заформованные средние и нижнюю опоки переворачивают вместе и устанавливают на нижнюю опоку (рисунок ниже).
Через отверстие в модели продолжают формовку до верхней части узкого места модели.
Взрыхлив смесь верхней части болвана, устанавливают отъемную часть модели донышка.
- Ставят верхнюю опоку, в центре донышка устанавливают модель щелевого питателя и, посыпав разделительным песком поверхность разъема, формуют верхнюю опоку.
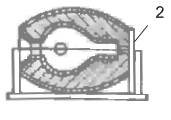
- Удаляют модель литниковой системы, снимают верхнюю часть формы, отделывают в ней поверхность отпечатка, прочищают канал питателя. Через окна средних опок в форму вставляют подъемы, чтобы соответствующие половины модели (при разъеме средних частей формы) отошли от болвана вместе с ними. Затем раскрепляют средние части формы и отводят их в стороны вместе с половинами модели (рисунок ниже).

- Вытащив подъемы, части формы с моделями устанавливают в горизонтальном положении. Слегка смочив смесь у стенок моделей, их извлекают из формы. Отделывают поверхность отпечатков моделей. В знак 3 на ручке модели вставляют металлическую пластину, которая в отливке будет служить основанием шарнира крышки кумгана (рисунок ниже).
Отделывают болван в нижней части формы, заглаживают швы на корпусе и рожке. В верхней части болвана срезают острые кромки, образованные дном и стенками модели. Слегка смачивают тонкие части болвана во избежание их подсыхания и потери прочности при заливке формы.
Средние части формы устанавливают на разъем нижней части формы в прежнее положение и придвигают их к болвану до штырей в нижней опоке. Равномерность толщины стенки отливки проверяют сверху по просвету между стенками формы и болваном. Скрепляют средние части формы винтами. На них устанавливают верхнюю часть формы и скрепляют ее со средней скобой.