Сложность технологического процесса изготовления литейной формы для художественного изделия определяется возможностью удаления модели из формы. Одним из способов упрощения процесса формовки и сокращения его продолжительности является применение разборной модели.
Сущность формовки по разборной модели состоит в том, что для удаления модели из формы разбирают по частям не форму, а модель. В этом случае модель художественной отливки делают из отдельных соединяющихся между собой при сборке частей.
При изготовлении разборной модели отливаемого изделия ее делят по плоскости разъема формы на две по возможности равные части. Одну из частей делают такой, чтобы ее можно было удалить из формы (не деля на части), не повредив отпечатка в форме. Вторую часть модели с более сложным рельефом, на которой при кусковой формовке набивают куски, делят на отдельные части.
Деление производят с таким расчетом, чтобы каждую из частей модели можно было удалить из формы в направлении, соответствующем формовочным уклонам выступов и поднутрений ее лицевой стороны, не повредив отпечатка в форме. На границе соединения отдельных частей модели в форме, а затем и на отливках могут образоваться швы, размеры которых будут зависеть от точности прилегания частей модели друг к другу. Поэтому части модели при изготовлении должны быть точно подогнаны друг к другу, должно быть обеспечено необходимое направление их движения при удалении из формы.
Рассмотрим конструкцию разборной модели статуэтки «Муза» и процесс формовки по ней.

Для изготовления формы корпуса модель статуэтки без обеих рук и лиры делят по вертикальной плоскости разъема формы, проходящей через плечи, на две части К и П. Затем обе части укладывают основаниями вместе в фальшивую опоку на некотором расстоянии друг от друга так, чтобы это расстояние могло служить впоследствии знаком О для установки общего для двух отпечатков стержня ( рисунок ниже).
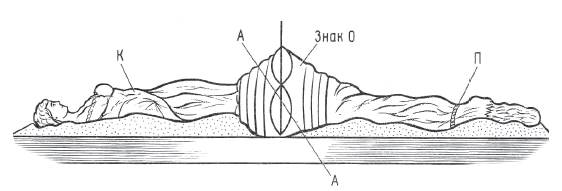
Там же устанавливают разрезанные модели рук и лиры.
В изготовленной таким образом форме отливают реверсивную модельную плиту, лицевая сторона которой показана на рисунке ниже.
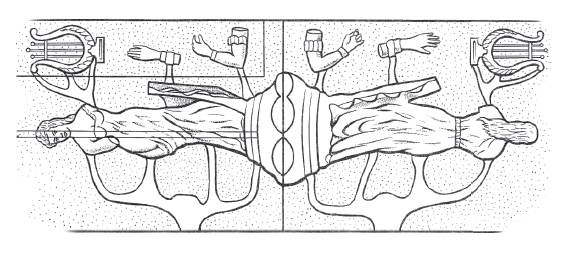
После этого модельную плиту разрезают на две части — левую и правую — по линии АА. Поверхность модели, расположенной на правой части плиты, несложна, поэтому эту часть можно легко удалить из формы, не повредив стенок. На второй части плиты (левой) расположена часть модели с более сложной поверхностью. Эту часть (для возможности удаления модели из формы) делят на четыре части, причем среднюю часть делают клинообразной. На четвертой части плиты расположены модели обеих рук и лиры.
Все части модельной плиты хорошо обрабатывают и тщательно подгоняют друг к другу. Для компенсации удаленного при разрезке плиты металла на поверхностях разреза устанавливают металлические пластины.
Изготовленные таким образом части реверсивной модельной плиты собирают в рамке с конусными внутренними стенками и закрепляют в ней. Рамку с уложенными частями плиты монтируют на столе формовочной машины с протяжкой модели или с поворотным столом. Изготовить такую модель сложно и дорого, и затраты на нее окупаются только при массовом производстве отливок. Сам же процесс формовки очень прост и заслуживает внимания.
Для изготовления литейной формы по разборной модели на модельную плиту в рамке устанавливают опоку и набивают ее способом обычной формовки по-сырому. Затем стол машины поворачивают так, чтобы модельная плита оказалась на опоке. Раскрепив детали плиты, удаляют их из формы. Удаление модели начинают с деталей левой части плиты. Движением вверх уделяют четвертую часть и клинообразную часть. Затем в соответствии с направлением конусов поднутрений и выступов лицевой части модели удаляют остальные части. Последней из формы удаляют правую часть плиты. Удаленные из формы части разъемной модели снова собирают в рамку, устанавливают ее на стол формовочной машины и изготовляют аналогично первой вторую полуформу. Для получения пустотелой отливки в полость формы ставят изготовленный в специальном стержневом ящике стержень ( один для двух отпечатков модели ). Крепится стержень в общем знаке О. При сборке формы верхнюю полуформу при спаривании с нижней поворачивают в плоскости разъема на 180° для правильного совмещения отпечатков в полуформах.
Для формовки по разборной модели можно использовать формовочную машину с протяжкой модели. В этом случае части модели из формы удаляют с помощью специальных рычагов, смонтированных в машине.
Способ формовки по разборной модели по сравнению с кусковой формовкой более прост и при массовом производстве выгоден.
Процесс изготовления литейной формы по разборной модели производительнее, так как на разборку модели при ее удалении из формы тратится значительно меньше времени, чем на изготовление и разборку кусковой формы.
При квалифицированном изготовлении разборной модели число ее частей всегда будет меньше числа кусков в кусковой форме. Кроме того, изготовление частей модели не требует особых умений, как при кусковой формовке. Вследствие отсутствия кусков в форме ее можно изготовить из смесей, предназначенных для форм, заливаемых в сыром состоянии, т. е. форму перед заливкой не надо сушить. Процесс формовки по разборной модели значительно легче поддается механизации, чем кусковая формовка.