Одним из недостатков кусковой формовки является то, что на поверхности отлитого изделия остаются следы соединений отдельных кусков в форме в виде швов. Это осложняет механическую обработку отливки, чеканку ее поверхности. Кроме того, такая формовка требует высокой квалификации.
Для изготовления литейной формы для художественной отливки наиболее простой является формовка по восковой модели, так как модель вместе с литниковой системой и выпором (которые также изготовляют из воска) удаляется из формы путем выплавления или выжигания в процессе сушки (а не путем разборки).
Для небольших, менее сложных художественных изделий восковые модели изготовляет скульптор (лепкой). Для получения пустотелой отливки внутрь восковой модели в процессе ее изготовления устанавливают отдельно приготовленный песчаный стержень с удлиненными концами каркаса. Бывают случаи изготовления моделей литьем в гипсовых формах целыми или по частям с последующей сборкой и обработкой.
Процесс получения крупных художественных отливок в основном тот же, что и процесс производства кабинетных отливок. Некоторые особенности в выполнении технологических операций формовки связаны с увеличением размеров формы и ее частей. К таким особенностям следует отнести: применение каркасов при изготовлении крупных частей формы для увеличения их прочности и удобства съема, изготовление литейных форм без опок (в формовочных ямах и литейных кессонах), изготовление стержней путем заливки жидкой стержневой массы в полость формы, сушка форм на месте. Своеобразным способом изготовления литейных форм для литья скульптур является формовка по выплавляемым моделям. Таким образом, при литье скульптур применяют формовку по выплавляемым (восковым) моделям — массивным, оболочковым и пустотелым, кусковую формовку без опок (кессонную формовку), кусковую формовку с глиняной рубашкой и кусковую формовку в опоках.
Изготовление литейных форм по восковым моделям, не имеющим тонких деталей на поверхности, сводится к следующему. Восковую модель укладывают в специально приготовленную, с хорошо припыленной поверхностью, фальшивую опоку. На поверхности фальшивой опоки к модели в нужных местах прикладывают восковую литниковую систему и каналы для вытекания воска. На фальшивую опоку с моделью устанавливают опоку формы. Модель припыливают, засеивают облицовочной смесью, применяемой для кусковой формовки, и, слегка уплотнив ее вокруг модели рукой, продолжают изготовление полуформы. В этом случае при уплотнении смеси в опоке следует иметь в виду малую прочность поверхности модели, как и при кусковой формовке по пластилиновому оригиналу. Затем заформованную опоку вместе с фальшивой опокой переворачивают, фальшивую осторожно снимают так, чтобы не повредить модель и литниковую систему, устанавливают и формуют вторую опоку. Форму, не разбирая, вместе с моделью сушат, в процессе сушки восковая модель плавится, вытекает из формы, оставляя в ней полость для заливки металла.
Способ формовки по восковой модели несложен, позволяет получать чистую (без швов) поверхность отливки. Однако он имеет ряд недостатков.
Во-первых, при формовке по восковой модели сама модель, как художественное произведение, уничтожается в процессе приготовления одной формы и в случае необходимости ее повторения модель нужно изготовлять вновь.
Во- вторых, отливка по восковой модели обходится дорого, так как в стоимость, кроме стоимости работ и материалов, для изготовления литейной формы и механической обработки, включаются затраты на изготовление восковой модели, которые высоки.
В-третьих, формовка по восковой модели неудобна и ограничивает производительность труда формовщиков из-за возможности поломки модели или повреждения ее непрочной поверхности.
В современном производстве художественных отливок формовку по восковой модели почти не применяют. Ее используют лишь иногда при получении разовых отливок, необходимых для изготовления металлической модели.
Способ изготовления форм для скульптур по восковым моделям является самым древним и до начала XIX столетия считался единственным способом получения скульптур.
Процесс изготовления литейных форм таких отливок состоял в следующем:
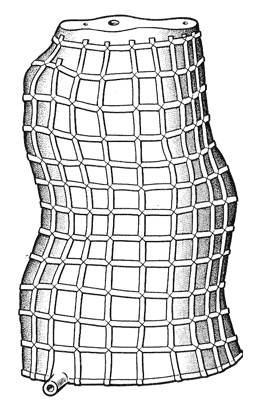
- Изготовление модели и стержня. Вокруг изготовленного скульптором и установленного на кирпичном постаменте гипсового оригинала отливки делали кусковую гипсовую форму. Оригинал для удобства отделения от него кусков смазывали жировым ставом. На куски, облегающие поверхность оригинала, наносили гипсовый слой — раковины, объединяющие несколько катков гипсовой формы и позволяющие впоследствии точнее собирать форму для модели. Затем раковины снимали, с оригинала убирали куски гипсовой формы На внутреннюю поверхность кусков, смазанную тонким слоем жирового состава, кистью наносили слой воска, соответствующий толщине стенки будущей отливки. Далее гипсовый оригинал убирали и на его место на постамент устанавливали металлический каркас для стержня. Вокруг каркаса в прежнем положении собирали гипсовую форму, полость которой заполняли жидкой стержневой массой, состоящей из кирпичной муки и гипса. После затвердевания стержневой массы гипсовую форму разбирали так, чтобы ее восковой слой остался на поверхности стержня. Такой слой воска на стержне и представлял собой выплавляемую модель. Изготовленную модель перед формовкой осматривал скульптор, исправляя поврежденные места (при снятии кусков). Вокруг модели устраивали восковую литниковую систему (выпоры, представляющие собой вертикальные восковые стояки, ответвления от них, примыкающие к телу модели-питатели) (рисунок ниже).

В таком виде модель была готова для формовки.
- Изготовление литейной формы. Процесс формовки заключался в приготовлении на модели глиняной формы. Материалами для изготовления формы были хорошо размолотые и пропаренные конский навоз, глина и коровья шерсть, приготовленные в виде мастики. Такую мастику в несколько приемов кисточкой наносили на поверхность модели слоем 15—20 мм. После сушки на слой мастики наносили слой глины толщиной до 200 мм. Для прочности формы вокруг обмазанной модели клали кирпичную стенку, пространство между обмазкой и кирпичной кладкой заполняли землей и утрамбовывали. Снаружи кирпичную кладку обмазывали глиной и стягивали металлическими стяжками (рисунок ниже).
В таком положении форму сушили на месте. В процессе сушки из формы выплавлялись восковая литниковая система и модель, Воск стекал вниз по специально устроенным каналам. На месте выплавленной модели оставалась полость, которую заполняли металлом и получали отливку.
Достоинством такого способа формовки является получение отливки с чистой (без швов) поверхностью, не требующей особой механической обработки. Говоря о механической обработке скульптур, следует заметить, что она значительно проще по сравнению с обработкой поверхности кабинетных отливок (из-за менее жестких требований, предъявляемых к ней). Эго связано с тем, что на нее смотрят с большого расстояния 5—10 м, а на статуэтку — с расстояния 50 см и менее.
К недостаткам описанного способа формовки относятся большая продолжительность изготовления литейной формы (литейную форму для отливки конной статуи Петра I изготовляли в течение года), высокая стоимость отливки вследствие уничтожения в процессе отливки дорогостоящей разовой модели.
В настоящее время по восковой модели, но по новой технологии отливают бронзовые скульптуры. Применен новый способ приготовления смеси и изменен ее состав. Изменен способ крепления кусковой гипсовой формы при изготовлении стержня. Применен новый способ наращивания стенки формы на восковой модели (обливание модели). Сушка формы и выжигание модели производятся не на месте, как прежде, а в специальных камерных сушильных печах периодического действия, работающих на газе. Измененный способ формовки позволил сократить процесс изготовления литейной формы, уменьшить его трудоемкость и стоимость отливки.